



【摘要】:模具图图8-6 基板固定卸料导板式无搭边排样少废料镶拼结构三工位连续冲裁模模具主要技术规格及零部件表8-6 模具主要技术规格及零部件分析说明固定卸料导板式冲模靠导板为凸模导向,导板模孔与凸模配合采用基轴制按冲裁料厚确定配合精度等级,保证导向间隙小于冲裁间隙的一半,以使冲模始终具有均匀的冲裁间隙。固定卸料导板式冲模要在滑块行程可调的偏心压力机上工作,以确保其凸模始终不脱开导板,保证导板导向面不会损伤。
(1)模具图(图8-6)
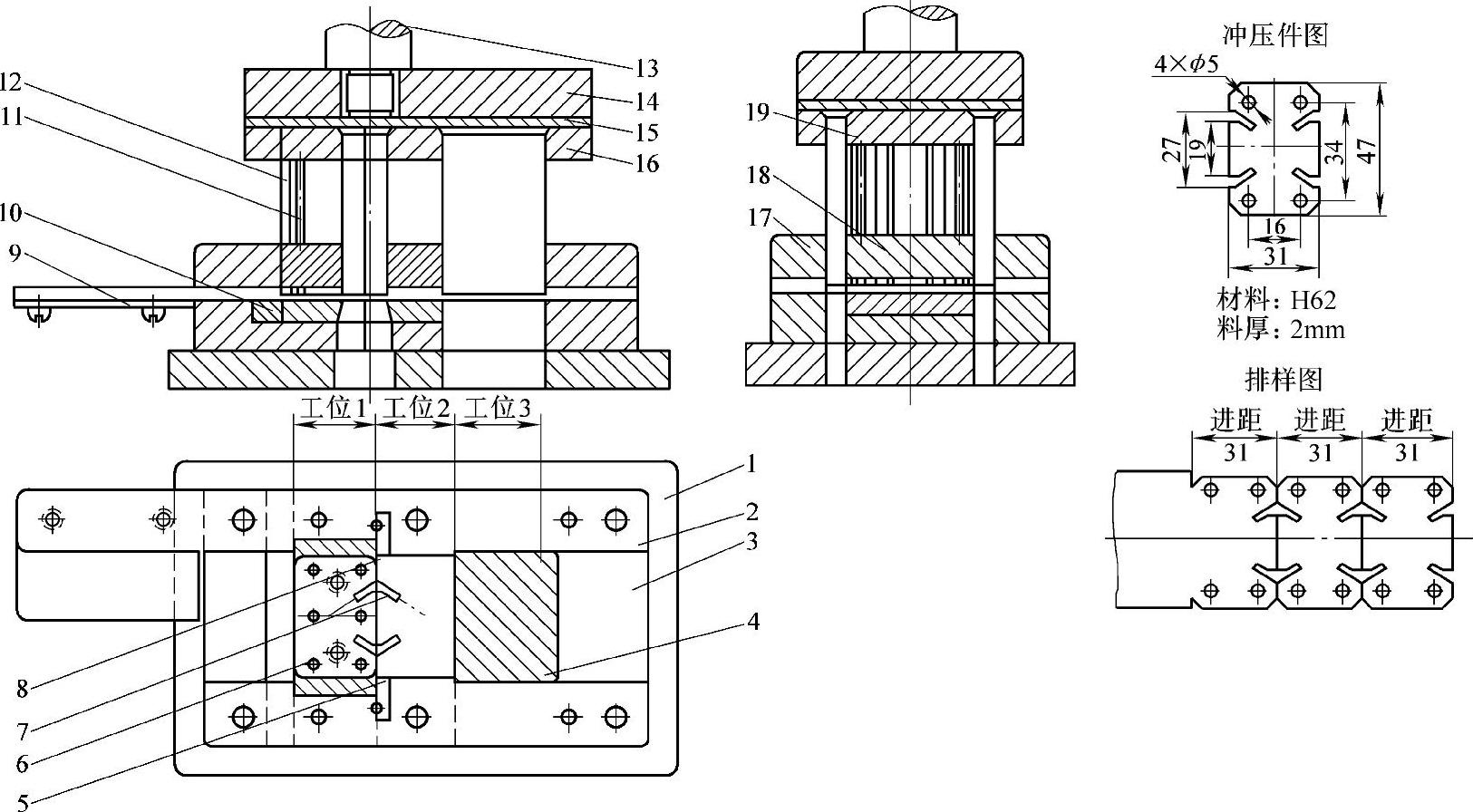
图8-6 基板固定卸料导板式无搭边排样少废料镶拼结构三工位连续冲裁模
(2)模具主要技术规格及零部件(表8-6)
表8-6 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
固定卸料导板式冲模靠导板为凸模导向,导板模孔与凸模配合采用基轴制按冲裁料厚确定配合精度等级,保证导向间隙小于冲裁间隙的一半,以使冲模始终具有均匀的冲裁间隙。
图8-6所示为多件镶拼组合凹模的三工位固定卸料导板式连续冲裁模。该模具的凹模3是由三块刃口拼合镶嵌于一个凹模框内。这种镶嵌结构加工及修模方便,节约模具钢。其动作过程是:条料在承料板9上沿两导料板2之间导料槽,由左向右送至侧刃挡块5为第一进距。然后凸模下行冲出4个ϕ5mm小孔及冲压件右边缺口。凸模回程后,送进第二进距条料,靠定距成形侧刃冲出第二个冲压件两头,冲出首件左边两缺口和第二件4个ϕ5mm小孔及右边两缺口。凸模回程后,送进第三进距条料,靠定距成形侧刃裁出第三冲压件两头,冲出第二件左边两缺口及第三件ϕ5mm小孔及右边两缺口。同时送进第三进距时,落料凸模4即冲切下首件,以后每次行程冲成一件。
固定卸料导板式冲模要在滑块行程可调的偏心压力机上工作,以确保其凸模始终不脱开导板,保证导板导向面不会损伤。国产J11、J12系列及其改进设计和改型的各种吨位开式单柱固定台、活动台压力机和新型高性能压力机,均可用在这类冲模上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。