



【摘要】:模具图图8-4 铁心片两件套裁的滚珠四导柱模架五工位连续冲裁模模具主要技术规格及零部件表8-4 模具主要技术规格及零部件(续)分析说明图8-4所示是用料厚t=0.35mm、料宽B=56mm的硅钢带,在公称压力为600kN的国产JH21—60型开式双柱固定台压力机上,使用滚珠四导柱模架五工位硬质合金连续冲裁模,一模冲出两种铁心片零件。2)使用滚动导向滚珠四导柱模架,刚度大,长期满载工作不变形。3)采用硬质合金制造凸模与凹模,大幅度提高冲模寿命。
(1)模具图(图8-4)
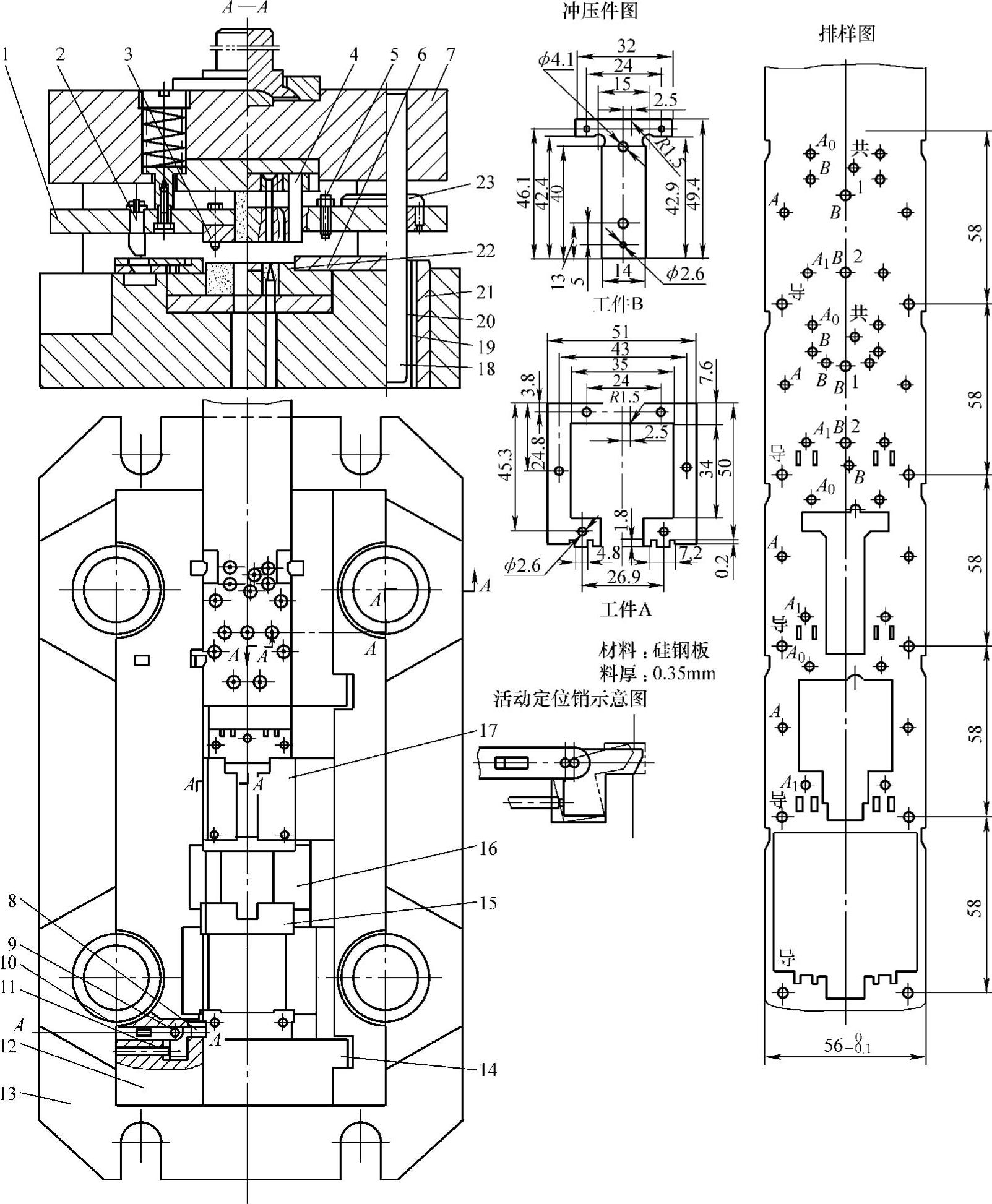
图8-4 铁心片两件套裁的滚珠四导柱模架五工位连续冲裁模
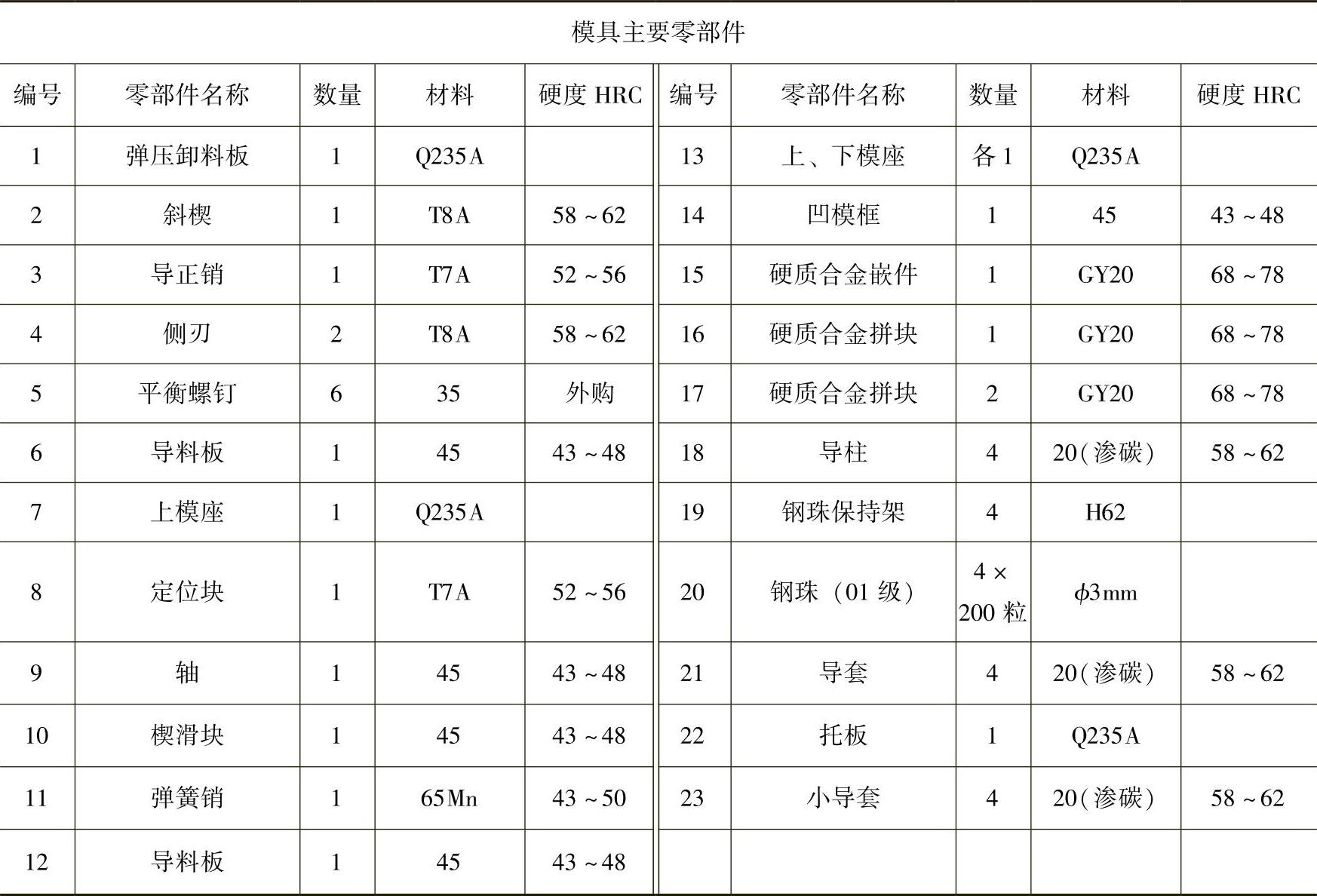
(2)模具主要技术规格及零部件(表8-4)
表8-4 模具主要技术规格及零部件

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图8-4所示是用料厚t=0.35mm、料宽B=56mm的硅钢带,在公称压力为600kN的国产JH21—60型开式双柱固定台压力机上,使用滚珠四导柱模架五工位硬质合金连续冲裁模,一模冲出两种铁心片零件。
由于图8-4中冲压件图示出的件B可以用冲制件A的中心结构废料冲制,采用套裁排样一模冲出,大幅度提高了材料利用率。其冲压运作过程是:带料或板裁条料从由导料板6、12构成的导料槽中通过,双边布局安装的侧刃冲出成形缺口。材料继续送进,定位块8进入侧刃切口进行初始挡料,为各工位规定位。冲模闭模冲压时,先由楔2驱动楔滑块10使定位块8向外退出缺口。当冲模开启时,楔2上升,定位块8在弹簧销11作用下复位,但不在侧刃缺口位置,而是向前扭转了一个角度,在材料送进时借其前推力扶正垂直于条(带)料,进入侧刃成形切口限距、定位。每个工位的精定位,均由导正销3校准送进材料进距解决。
该冲模结构的主要特点如下:
1)采用套裁排样实现一模冲两种制件,工料两省,实现优质、高产、低消耗。
2)使用滚动导向滚珠四导柱模架,刚度大,长期满载工作不变形。
3)采用硬质合金制造凸模与凹模,大幅度提高冲模寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。