



(1)模具图(图8-3)
(2)模具主要技术规格及零部件(表8-3)
(3)分析说明
图8-3所示为报警器外壳的盖与底成形冲压件拼裁连续复合模。该图包括用五工位连续复合模一模成形两件的冲压件图、排样图和模具图。
对报警器外壳的盖与底的成形冲压工艺分析可知:
1)两冲压件不仅尺寸大小相当,材料和料厚相同,形状也十分接近。
2)冲压工艺大同小异,只是盖冲压件多一个梯形视窗孔;都必须采用有沿边、有搭边排样,进行有废料冲裁(落料),才能获得外廓形状很复杂的展开平毛坯;两冲压件展开毛坯外形与尺寸接近,送料进距相等,均为S=45mm。
3)欲一模成形,都要用成形侧刃冲切展开毛坯侧边轮廓,用裁搭边法实施冲孔、侧刃切边、弯曲成形、切断分离的冲压工艺过程。
4)由于两冲压件展开平毛坯外廓均有较大凸台、枝芽及深的凹口,具有较好的拼裁混合排样、进行少废料冲裁的条件,加上两冲压件同属一个产品,产量相同,生产性质一样,混合排样实现拼裁,使部分结构废料得到利用,两列中间搭边废料比分开单冲切沿边省料约40%;冲梯形孔废料也套裁一个垫圈。仅此两项节料措施,使板料利用率提高8.5%。
5)经工艺分析和多方案比较,采用图8-3中排样图所示双列直排裁沿边排样法一模成形。五工位沿送料方向在同一平面呈直线排布,用送进材料携带工件至各工位进行连续冲制。
从这两个成形冲压件混合排样拼裁,进行少废料冲裁的五工位连续复合模结构总图上,可以看出其具有如下一些特点:(https://www.xing528.com)
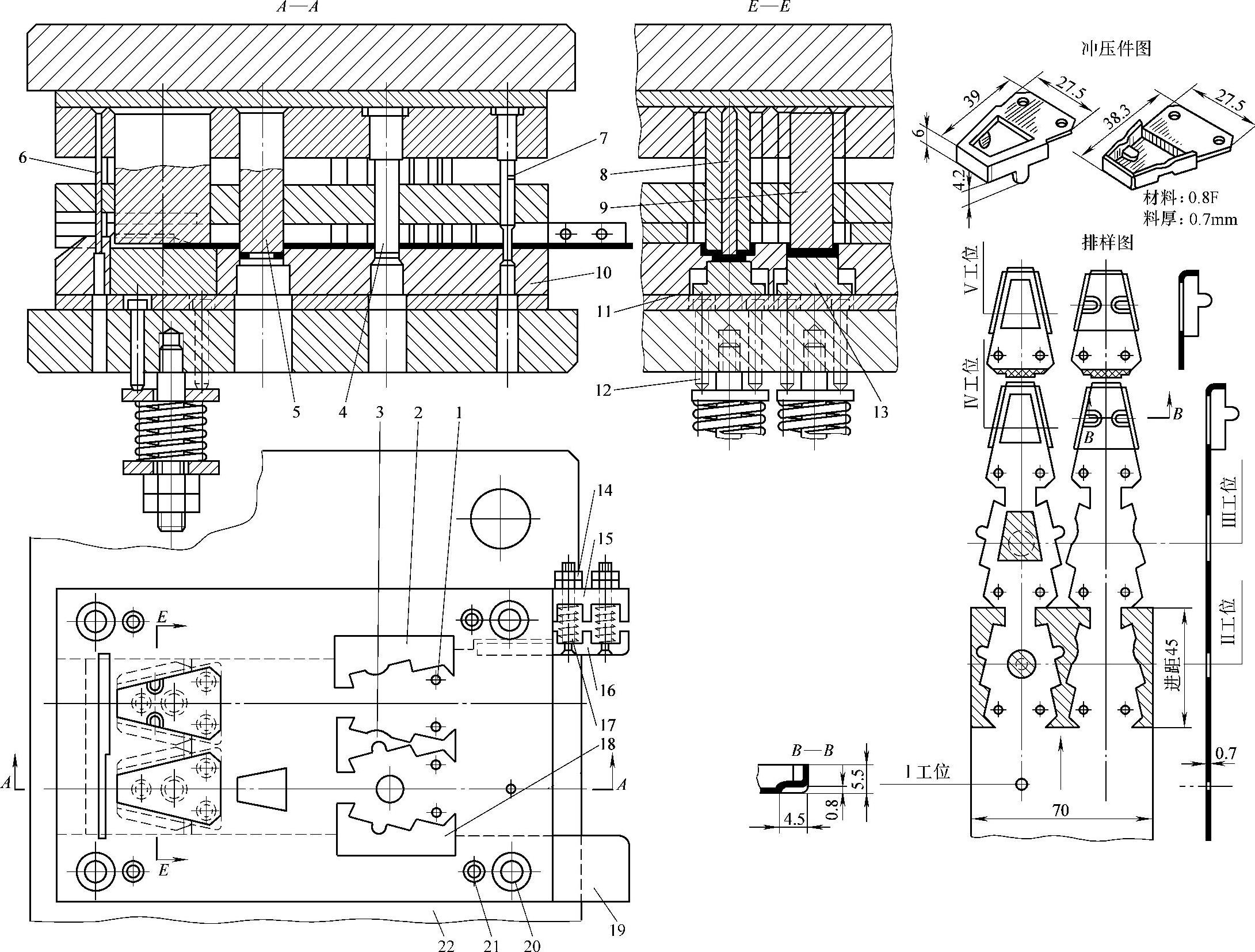
图8-3 仪表盒盖和底拼裁排样一模成形的五工位连续式复合模
表8-3 模具主要技术规格及零部件

1)该冲模用三个并排纵置的成形侧刃,完成两个冲压件展开平毛坯的外廓冲切。同时,对送进材料进距限位,控制送料进距误差小于±0.15mm。
2)用成形侧刃、侧压装置加导正销构成整套连续复合模的送料定位系统。第Ⅱ工位套裁垫圈落料凸模与第Ⅲ工位冲梯形孔凸模端头加导正销。在送进原材料入口处,装侧压装置,将送进原材料压向导料槽一侧,保证了各工位送料精度。
3)为了确保在长时间高速、连续冲压中冲模能正常运作,该冲模采用了加粗导柱的对角导柱模架,配加厚上、下模座及加厚固定板、卸料板(导板)的专用加固模架。
4)由于弯边成形后的盖有两上高4.2mm的凸耳,盒体成形后高6mm,故其成形及切断分离工作需要的空间高度为4.2mm+6mm+(3~5)mm=13.2~15.2mm,取导料板厚度为14.5~15mm较为合适。
5)由于加厚导板和固定板,而且导料板厚度又稍大,故凸模长度加长。为了使细小冲孔凸模和薄而宽的切断凸模有良好的承载稳定性与较强的抗纵弯能力,除对这些凸模采用杆部加粗、固定段加长的措施外,卸料板与其匹配的模孔采用基轴制h5/H6配合,使其对凸模有导向和横向支承作用,卸料板变成导板。
6)为了使冲模顺畅运作,选用行程可调的高性能压力机,并以小行程冲压,以保证凸模始终不脱离卸料板。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。