



【摘要】:该模具结构特点如下:1)为提高冲压件精度,必须提高材料送进精度,利用中心孔及小孔导正定位。2)为提高模架导向和模具冲压精度,采用滚动导向滚珠四导柱加强型模架;转子齿形冲裁凸模为分体式,磨削后用环氧树脂固定;采用小导柱导套,使卸料板起导向作用,变成高精度弹压导板式结构。2)为防止带料后退及走斜,在导板两侧装有固定夹刃。
(1)模具图(图7-40)
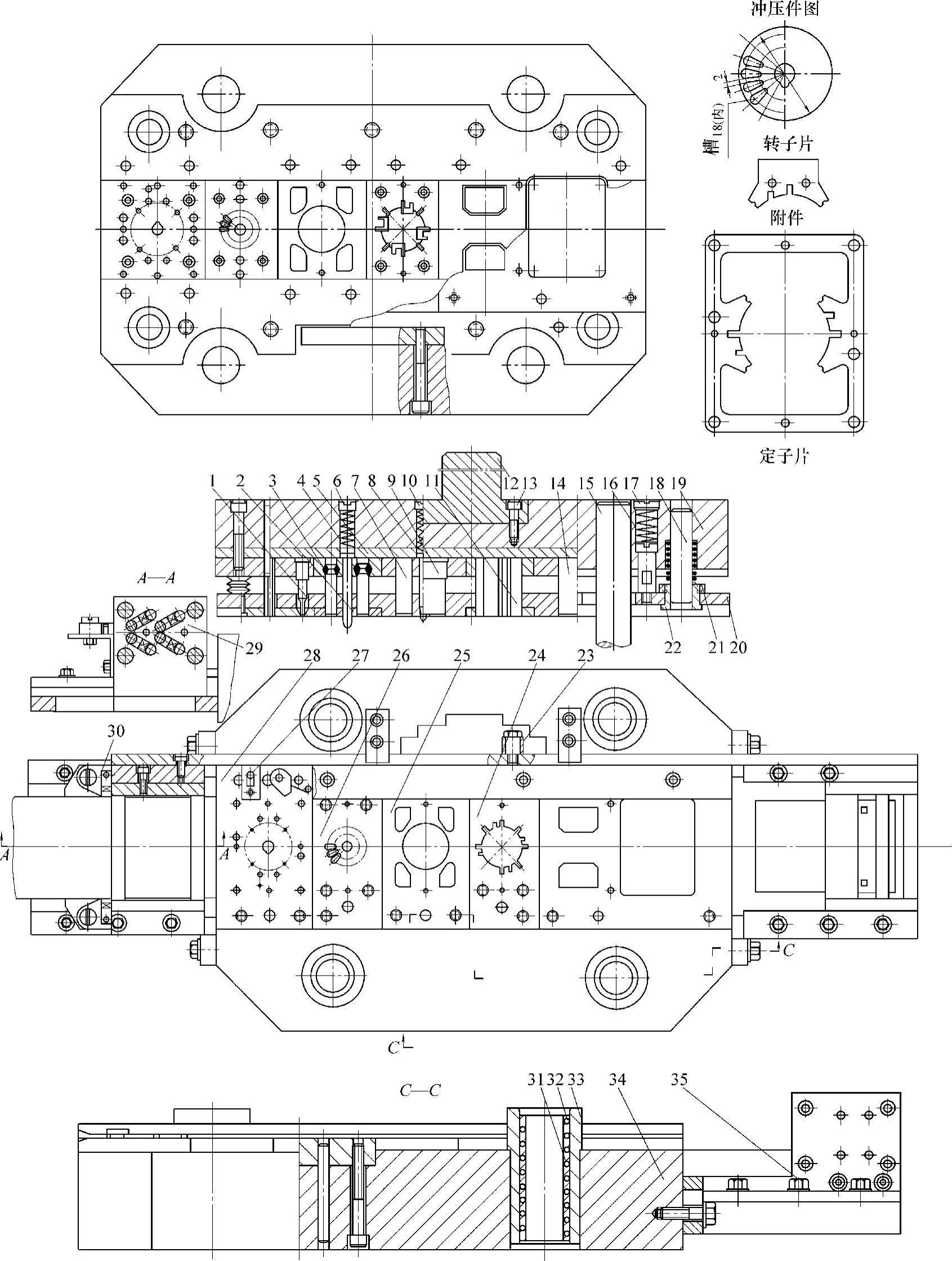
图7-40 电机转子、定子和附件三种硅钢片的滚动导向滚珠四导柱加强型钢模架套裁少废料六工位连续冲裁模
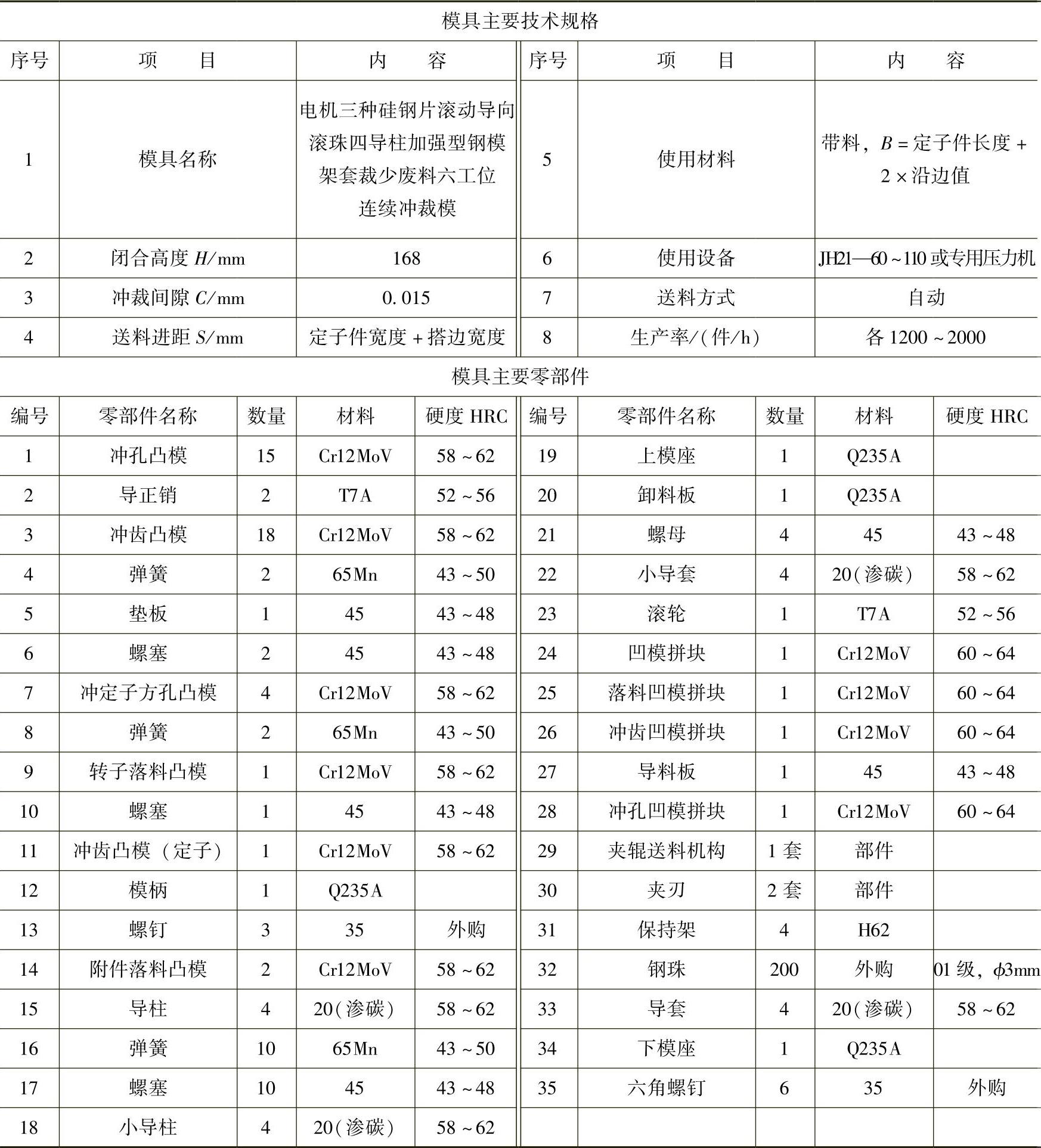
(2)模具主要技术规格及零部件(表7-40)
表7-40 模具主要技术规格及零部件
(3)分析说明
图7-40所示为电机转子、定子和附件三种硅钢片,采用合理套裁、混合排样,设计并使用六工位连续冲裁模一模冲制完成,不仅使定子片中心的大面积结构废料通过合理套裁得到充分利用,实现了少废料冲裁,而且在冲模上装设了夹辊式自动送料装置,提高了冲模的自动化作业程度和操作的安全性,具有优质、高产、低消耗的效果。其冲压工艺及运作过程如下:(https://www.xing528.com)
该模具用6个工步一模冲制转子、定子和附件等三个工件。6个工步是:冲中心孔及工艺孔→冲转子齿形→转子落料及冲定子方孔→冲定子齿形→附件落料→定子落实。
该模具结构特点如下:
1)为提高冲压件精度,必须提高材料送进精度,利用中心孔及小孔导正定位。
2)为提高模架导向和模具冲压精度,采用滚动导向滚珠四导柱加强型模架;转子齿形冲裁凸模为分体式,磨削后用环氧树脂固定;采用小导柱导套,使卸料板起导向作用,变成高精度弹压导板式结构。
该冲模送料机构特点如下:
1)模具前后装置夹辊式送料机构,借助斜楔、滚轮及夹辊机构完成送料动作。
2)为防止带料后退及走斜,在导板两侧装有固定夹刃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。