



【摘要】:带料从冲模右侧入料口沿导料板5送入模,至侧刃端头,为第Ⅰ工位。该冲模的主要结构特点如下:1)采用滚动导向滚珠导柱钢模座非标准加强型模架,刚度大,长时间满载运作不变形,而且模架导向精度更高,更稳定。3)加长的导柱、导套可保证冲模开启至最大高度时,仍有约导柱直径大小的长度滞留于导套中,确保模架始终保持零误差或接近零误差的导向。
(1)模具图(图7-39)
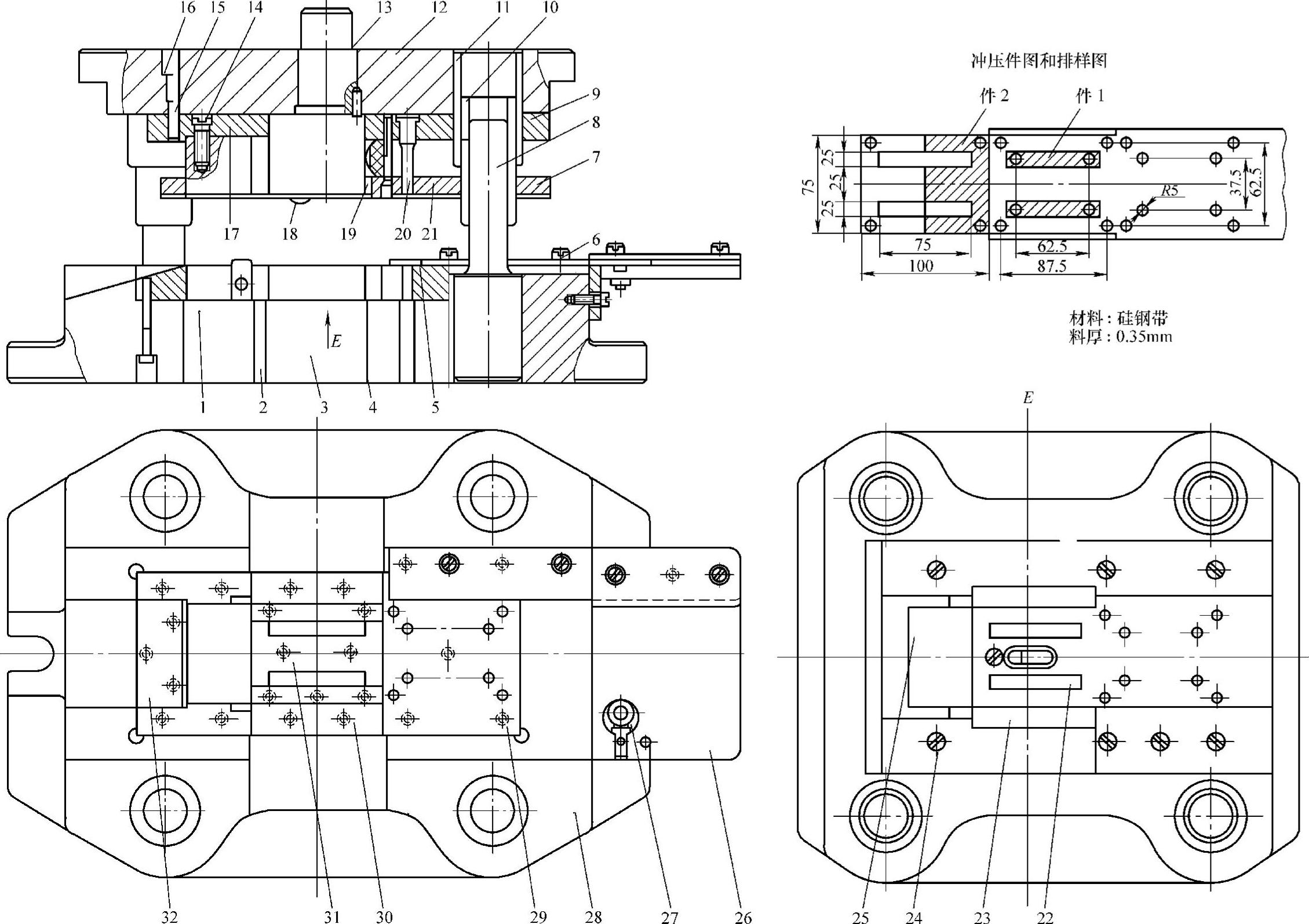
图7-39 硅钢片滚动导向滚珠四导柱非标准钢模架少废料冲孔、剪截落料三工位连续冲裁模
(2)模具主要技术规格及零部件(表7-39)
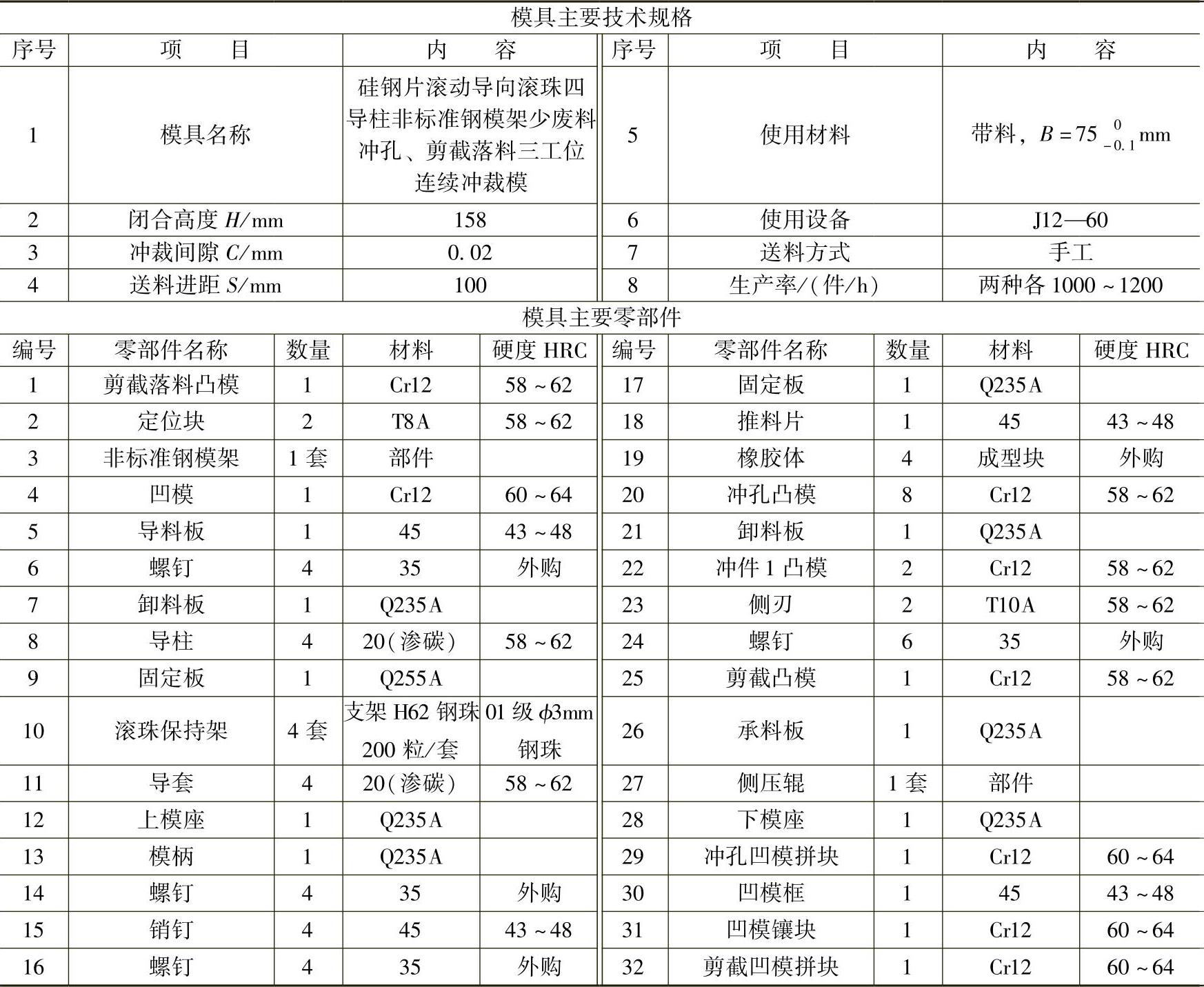
表7-39 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图7-39所示冲裁模,可用料厚t=0.35mm、料宽B=750-0.1mm的冷轧硅钢带,在公称压力为600kN的国产J12—60型开式单柱活动台偏心压力机上大量冲制图7-39示出的一套两种硅钢片冲裁件。由于冲压工艺采用无搭边套裁排样,一模两种各两件,效率高、用料省、更好地实现了优质、高产、低消耗。
带料从冲模右侧入料口沿导料板5送入模,至侧刃端头,为第Ⅰ工位。带料入模由侧压辊侧边施压使带料总是靠向导料板5一边,保证送料端直顺畅。在第Ⅰ工位冲出8个ϕ6.5mm孔后,带料继续送进到侧刃挡块处,由侧刃23侧向切边定距,落料件1两件。当材料由侧刃控制送料进距送入第Ⅲ工位,用剪截落料凸模剪截送进带料中段获件2两件,见排样图。
该冲模的主要结构特点如下:
1)采用滚动导向滚珠导柱钢模座非标准加强型模架,刚度大,长时间满载运作不变形,而且模架导向精度更高,更稳定。
2)凹模采用镶拼结构,制模工艺性更好,修模更方便,容易达到更高的制模与修模精度。
3)加长的导柱、导套可保证冲模开启至最大高度时,仍有约导柱直径大小的长度滞留于导套中,确保模架始终保持零误差或接近零误差的导向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。