



【摘要】:实际生产中用公称压力为400kN的国产JH21—40型开式双柱固定台压力机,采用图7-37示出的滑动导向四导柱模架无废料硬质合金连续冲裁模,大量生产图示的两种硅钢片冲裁件。该冲模结构特点如下:1)采用滑动导向四导柱钢模座非标准钢模架。
(1)模具图(图7-37)
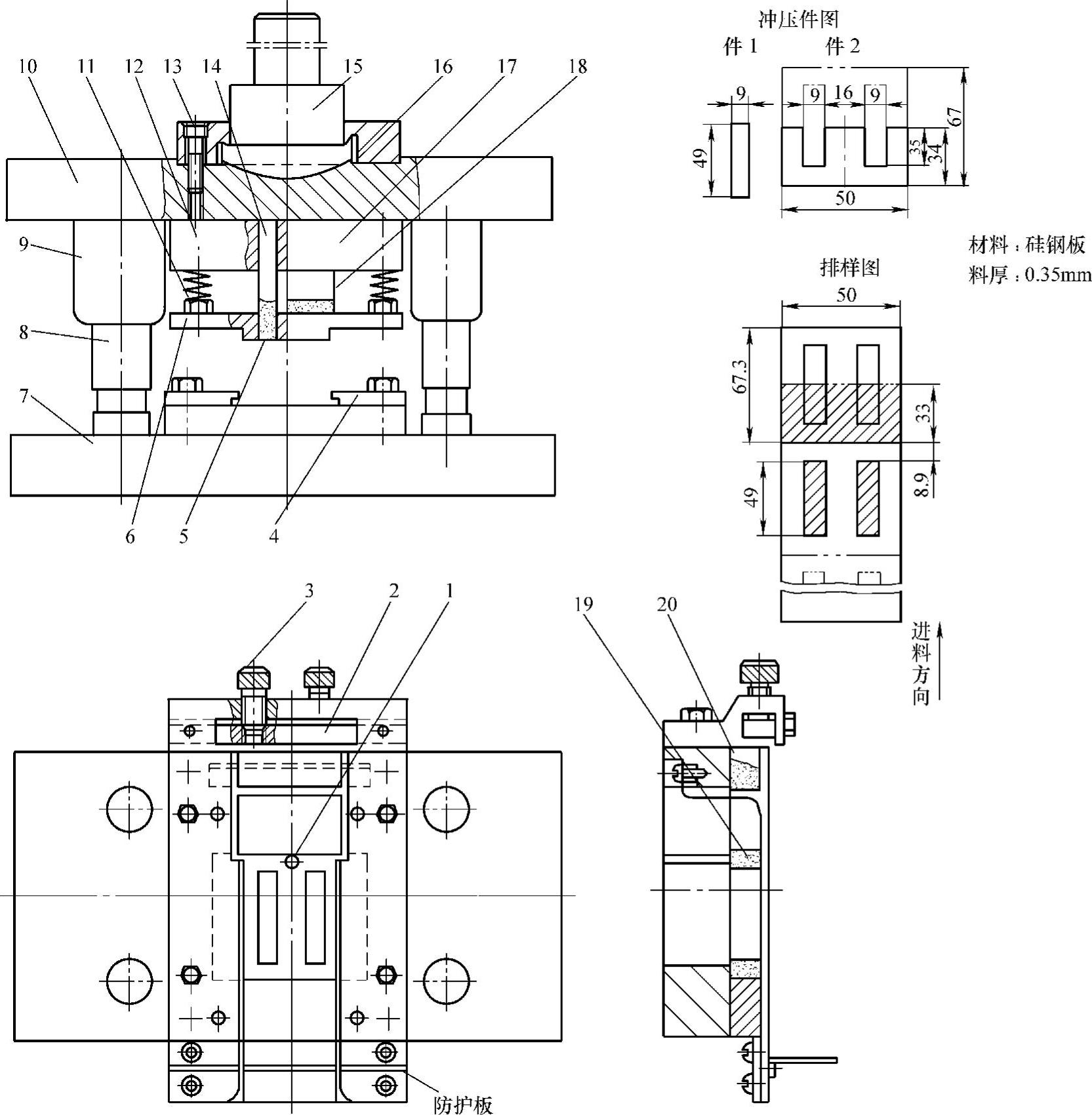
图7-37 E形矽钢片滑动导向四导柱模架无废料硬质合金连续冲裁模
(2)模具主要技术规格及零部件(表7-37)
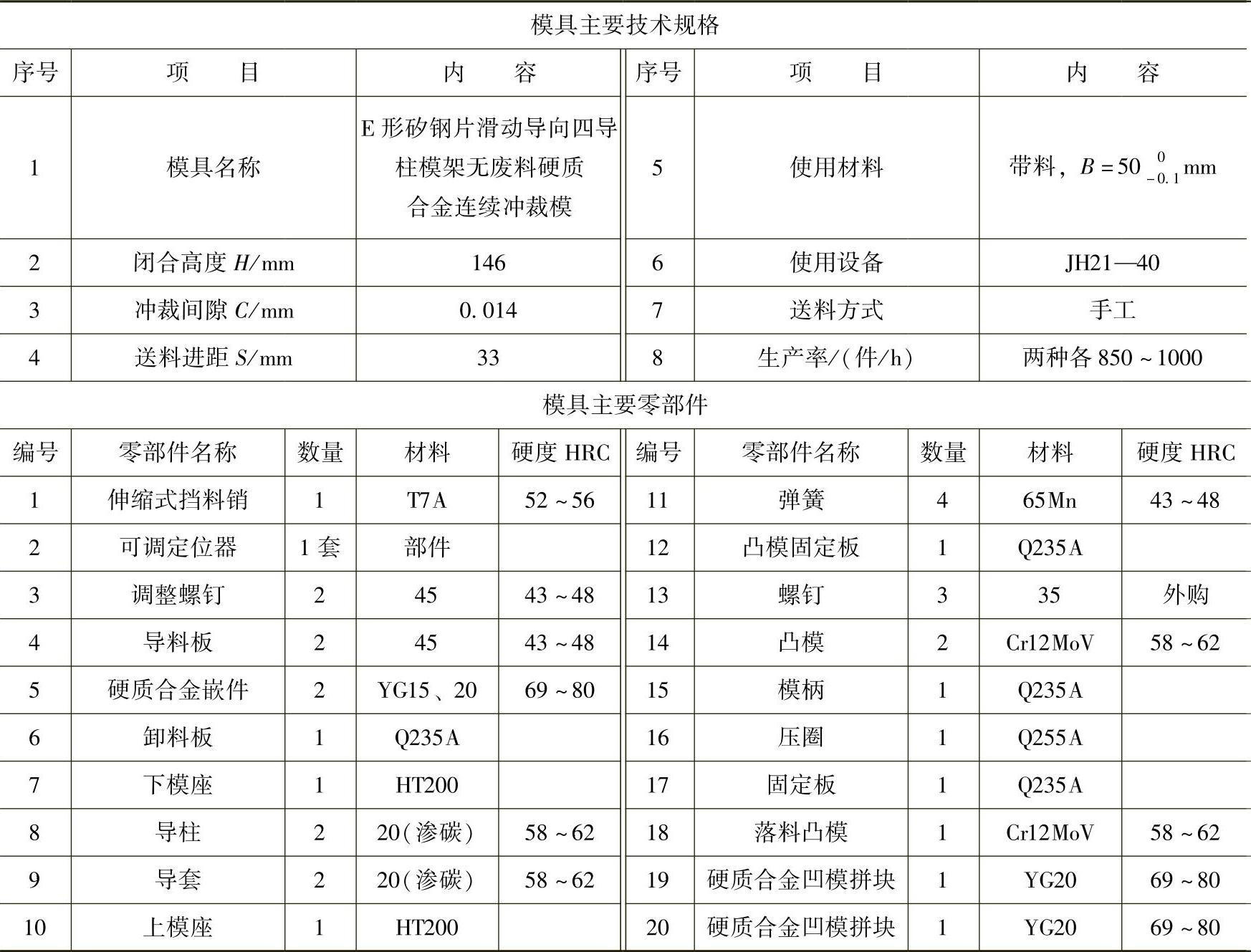
表7-37 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图7-37所示是用料厚t=0.35mm的冷轧硅钢带,将仪器用小型变压器的两种匹配的一字形和E形铁心片,采用无沿边、无搭边的组合排样,进行无废料冲裁,并实现一模各两件的套裁,详见排样图。实际生产中用公称压力为400kN的国产JH21—40型开式双柱固定台压力机,采用图7-37示出的滑动导向四导柱模架无废料硬质合金连续冲裁模,大量生产图示的两种硅钢片冲裁件。冲压工艺采用无沿边、无搭边两种冲压件组合套裁排样,使材料利用率达到100%。该冲模结构特点如下:
1)采用滑动导向四导柱钢模座非标准钢模架。模具整体刚度大、运作平稳。
2)考虑两个铁心片产量很大,为提高冲模寿命,模具的冲切刃口均采用YG15、YG20硬质合金拼块及嵌件。
3)采用浮动式模柄,克服压力机滑块导向不准以及压力机开式C形机架承载后产生的不均匀角变形,影响冲裁间隙仅0.014mm的两种硅钢片的冲压精度。
4)采用冷轧硅钢带或热轧硅钢板剪切条料,手工送料沿导料板4入模至伸缩挡料销1,进行第Ⅰ工位冲出两个矩形孔(长×宽=49mm×9mm),获得件1两件;第2次送料至挡料定位板(即可调定位器2),剪截中间33mm长(见排样图阴影部分),获得件2两件,操作方便又安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。