



(1)模具图(图7-36)
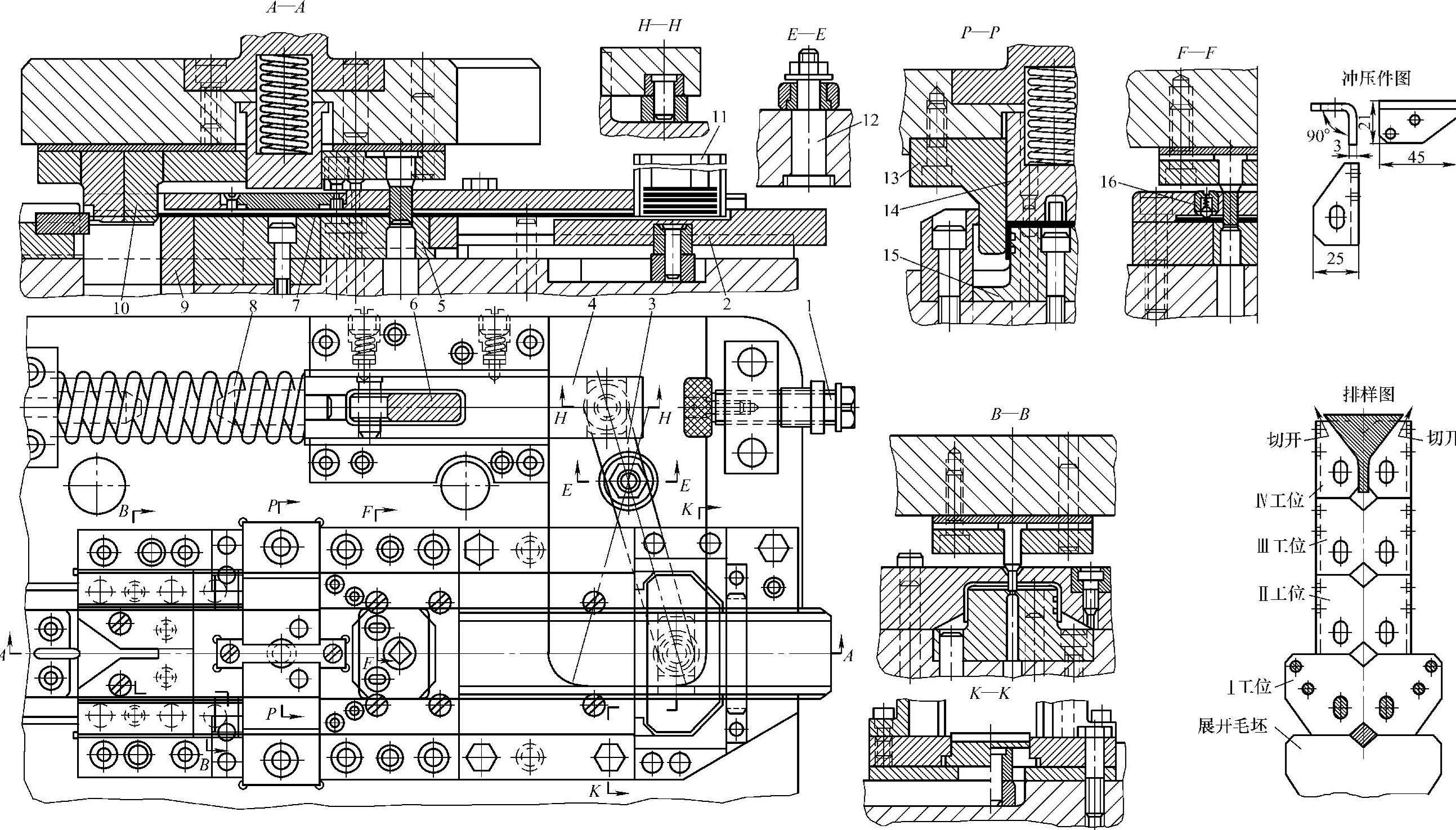
图7-36 角支架用楔传动摆杆-滑板式送料装置的少废料冲孔、弯曲、切开四工位连续式复合模
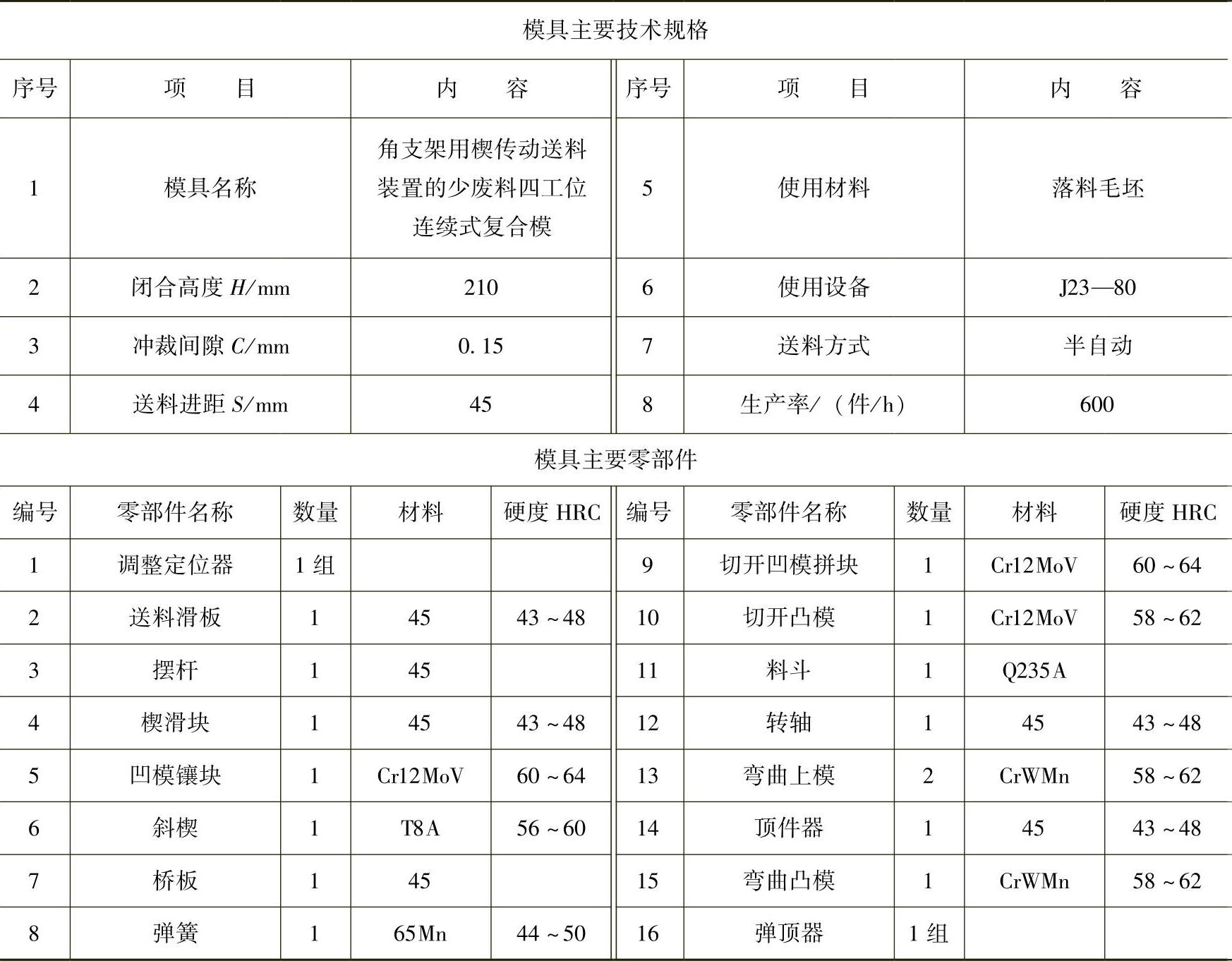
(2)模具主要技术规格及零部件(表7-36)
表7-36 模具主要技术规格及零部件
(3)分析说明
小型单弯角V形弯曲件的单工序弯曲模配滑板式楔传动送料装置是常用的半自动弯曲模的结构形式。通常由落料模或连续模、复合冲裁模提供无孔或带孔的展开平毛坯,由手工将毛坯叠齐装入弯曲模旁设置的料斗中,通过楔驱动滑板,将毛坯推送到冲模弯曲工位上弯曲成形。但这种半自动弯曲模一般都只承担单工序弯曲。图7-36所示角支架楔传动送料机构的四工位连续复合模结构不同,其冲压过程虽也用落料模提供的展开平毛坯,但除弯形外,还可以冲孔与切断冲压,颇具推广应用价值。(https://www.xing528.com)
图7-36所示的角支架弯曲件,采用两件组合落料毛坯片料,再用四工位连续式复合模进行连续冲压:冲六个孔和一个切口,弯曲成形,切开分离,一模两件,废料较少。
角支架是大型仪器的承力构件,材料为45钢冷轧钢板,料厚t=3mm,零件形状简单,是一个单角L形90°弯曲件。零件上有群孔和大的倒角,冲裁力与弯曲力都较大。
如图7-36所示,单角弯曲件经组合而成为对称弯曲的双角 形弯曲件。工艺采用展开毛坯用单工序落料模完成,并且为两件组合展开毛坯落料,再用连续式复合模冲孔、弯曲成形后切开。片状平毛坯先由手工叠齐,装入料斗11中,再由料斗下的滑板2在楔传动机构驱动下的摆杆作用下,将毛坯从料斗下逐件用料推料方式送料到位。该冲模在结构设计上的主要特点如下:
形弯曲件。工艺采用展开毛坯用单工序落料模完成,并且为两件组合展开毛坯落料,再用连续式复合模冲孔、弯曲成形后切开。片状平毛坯先由手工叠齐,装入料斗11中,再由料斗下的滑板2在楔传动机构驱动下的摆杆作用下,将毛坯从料斗下逐件用料推料方式送料到位。该冲模在结构设计上的主要特点如下:
1)冲模送料设计了单作用驱动斜楔传动的楔-摆杆带动的滑板送料系统,由冲模入料口上方的专用料斗储存落料毛坯,料斗下部由滑板逐件推送毛坯入模进行冲压。冲成工件靠模孔漏件出模。
2)模具各工位均用镶拼组合结构。
3)送料进距可通过调整定位器1调整。
4)采用非标准的滑动导向四导柱加强型钢板模座模架。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。