



(1)模具图(图7-31)
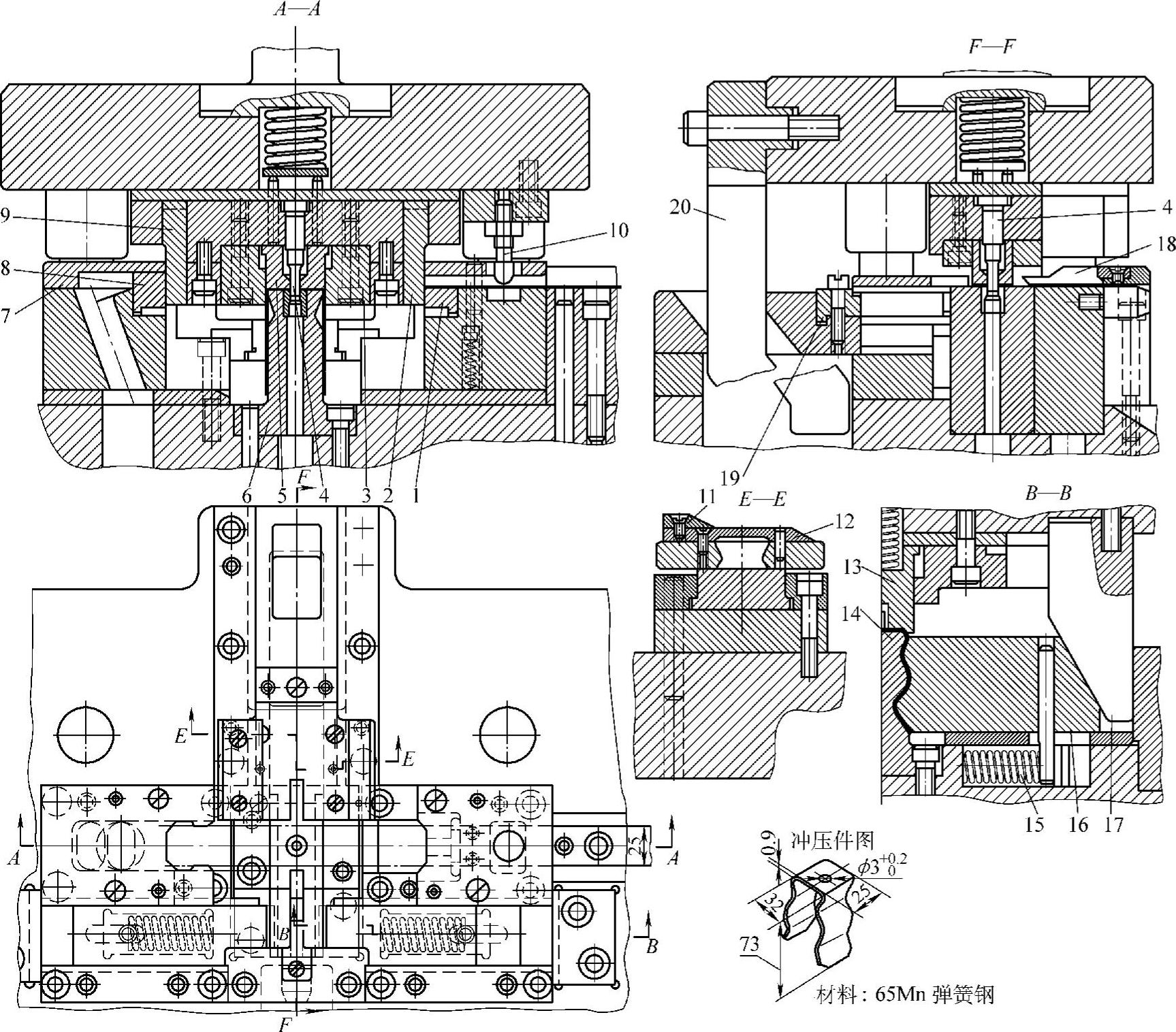
图7-31 弹夹楔传动滑动导向四导柱组合卸料冲裁、冲孔弯曲、对弯成形少废料三工位连续式复合模
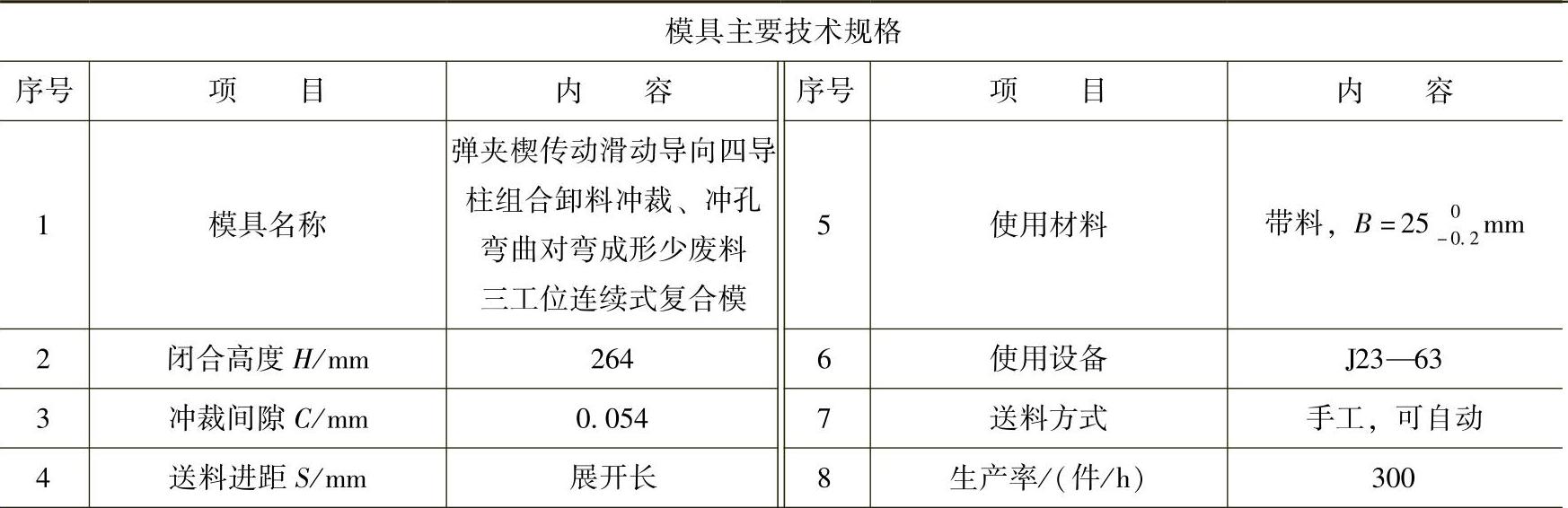
(2)模具主要技术规格及零部件(表7-31)
表7-31 模具主要技术规格及零部件
(续)

(3)分析说明(https://www.xing528.com)
弹夹可用料厚t=0.9mm的65Mn弹簧钢带料或卷料,由图7-31所示三工位五工步连续式复合模一模成形冲制完成。
冲压工艺采用无搭边单列直排。其展开毛坯为一带中心孔的矩形长条,四角有45°大倒角。采用宽度为250-0.2mm的带料或卷料。原材料送入模,经校直的预弯凸模10消除轧制与卷料自然拱弧,并反向压弯回弹预弯量,送入模至适形挡料板8,在第Ⅱ工位进行冲孔、落料并弯曲成 形。待上模回程后,由双作用斜楔20,推动楔滑块19带着推板,将已弯成的
形。待上模回程后,由双作用斜楔20,推动楔滑块19带着推板,将已弯成的 形坯件推到弯曲模芯14上。上模下行先用弹压凸模13压紧
形坯件推到弯曲模芯14上。上模下行先用弹压凸模13压紧 形坯件,模芯两边的两组单作用楔驱动楔滑块16相向对准模芯上的坯件进行双向水平冲弯,其端面就是与模芯匹配的弯曲模腔,至冲模闭合,压弯成形完成。待模具开启后,下一个
形坯件,模芯两边的两组单作用楔驱动楔滑块16相向对准模芯上的坯件进行双向水平冲弯,其端面就是与模芯匹配的弯曲模腔,至冲模闭合,压弯成形完成。待模具开启后,下一个 形坯件进入模芯,将成品弯曲零件推出模。
形坯件进入模芯,将成品弯曲零件推出模。
该冲模仅三个工位:因为65Mn弹簧钢强度高,弹性大,弯曲后回弹大,第Ⅰ工位校直带(卷)料并反向预弯,消减回弹;第Ⅱ工位是三个工步,即冲孔、落料、弯 形复合冲压;第Ⅲ工位是用斜楔在同一平面,垂直于冲压方向和送料方向,在平面相对的两个方向同时横向冲弯成形。尽管工位数不多,结构却较复杂。其结构特点如下:
形复合冲压;第Ⅲ工位是用斜楔在同一平面,垂直于冲压方向和送料方向,在平面相对的两个方向同时横向冲弯成形。尽管工位数不多,结构却较复杂。其结构特点如下:
1)该冲模配通用送料装置可全自动冲压,也可用带料手工送料冲压。
2)弹夹产量大,冲模采用非标准加强型四导柱模架,动态满载稳定性好,长时间连续高速冲压不变形、抗疲劳。
3)结构设计中,很好地解决了弯曲回弹大的问题。将入模带(卷)料先校直预弯,待弯成 形后,回弹已由预弯获得补偿。预弯下压多少,可从工艺或试模时得到准确数据,并可按需要随时调节预弯量。冲模设计的校直预弯凸模13是可调的。
形后,回弹已由预弯获得补偿。预弯下压多少,可从工艺或试模时得到准确数据,并可按需要随时调节预弯量。冲模设计的校直预弯凸模13是可调的。
4)工位间送料采用了专门的斜楔传动的推送系统,改变了送料方向并使长弯边弯曲件的出件推卸系统得以简化。弹夹零件弯边长、高度大,弯曲形状复杂,不利于模上或模下出件。该冲模充分考虑冲压件形状,采用“件推件”平推出模,平稳可靠又利于集中装箱转序或入库。
5)用可以推拉楔滑块上的推板,准确推送待弯成形的坯件至第Ⅲ工位,并能及时复位。选用双作用楔稳定、可靠,克服了靠弹簧复位的单作用斜楔在长时间工作后发生哪怕是很轻微的塑性变形,都会出现送进误差加大,或推板退让不到位,易发生事故的弊端。弯曲成形的Ⅲ工位模芯,两边对应的两组楔传动横向冲弯机构,采用单作用驱动斜楔,弹性复位较合适,只要弹簧不断即可正常工作。因为楔滑块复位压力很小,即便复位稍有误差,亦不影响模具正常工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。