



【摘要】:模具图图7-24 隔片滑动导向中间导柱模架弹压卸料少废料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表7-24 模具主要技术规格及零部件(续)分析说明图7-24所示冲裁模,可用料厚t=1mm、料宽B=47.90-0.5mm的Q275结构钢热轧薄钢板,在公称压力为160kN的国产J23—16型开式双柱可倾压力机上成批和大量生产冲压件图示出的隔片冲压件,可达到优质、高产、低消耗。2)冲压件料厚仅1mm,采用标准的滑动导向中间导柱模架可满足连续冲压模架所需承载要求。
(1)模具图(图7-24)
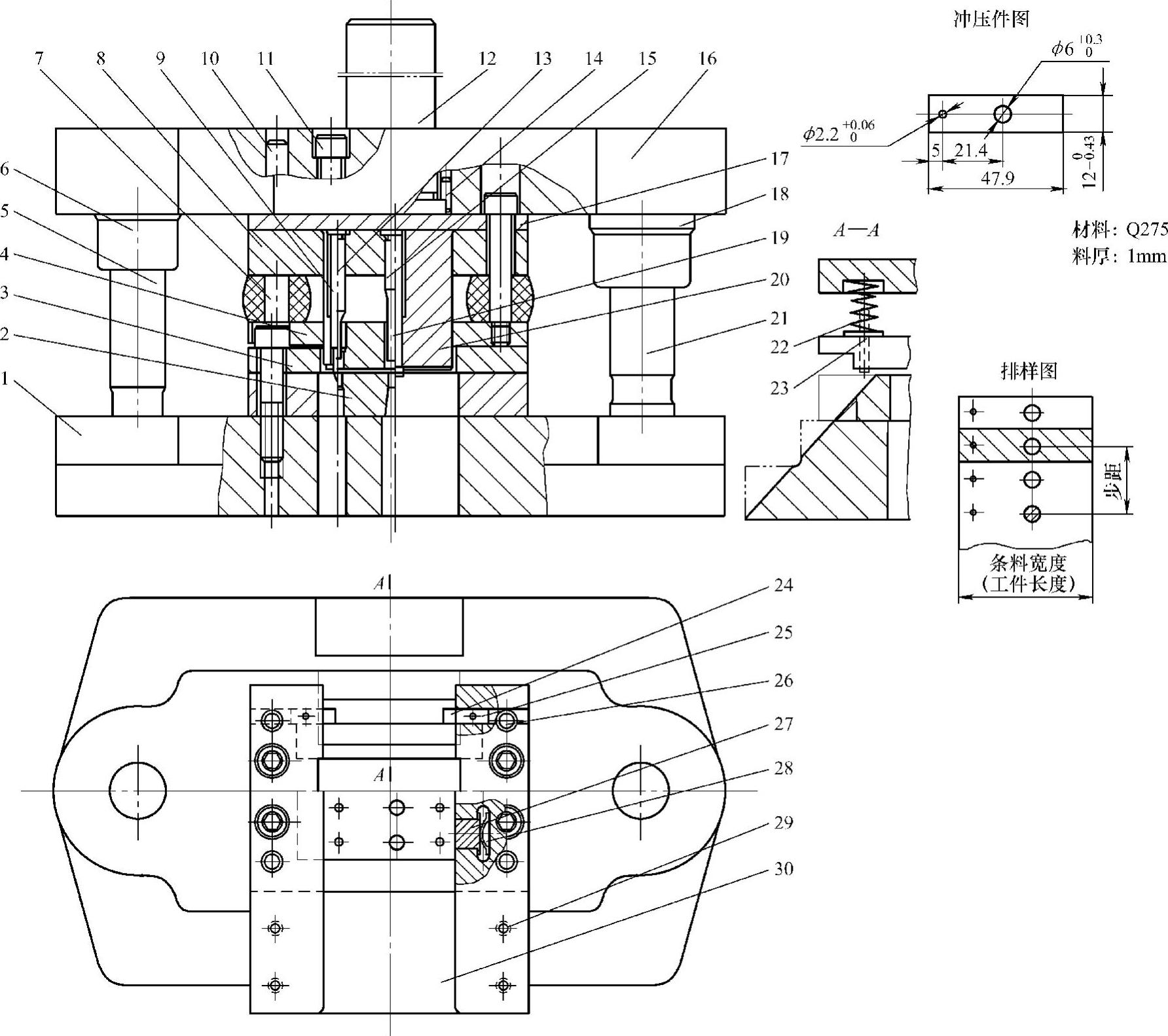
图7-24 隔片滑动导向中间导柱模架弹压卸料少废料冲孔、落料二工位连续冲裁模
(2)模具主要技术规格及零部件(表7-24)
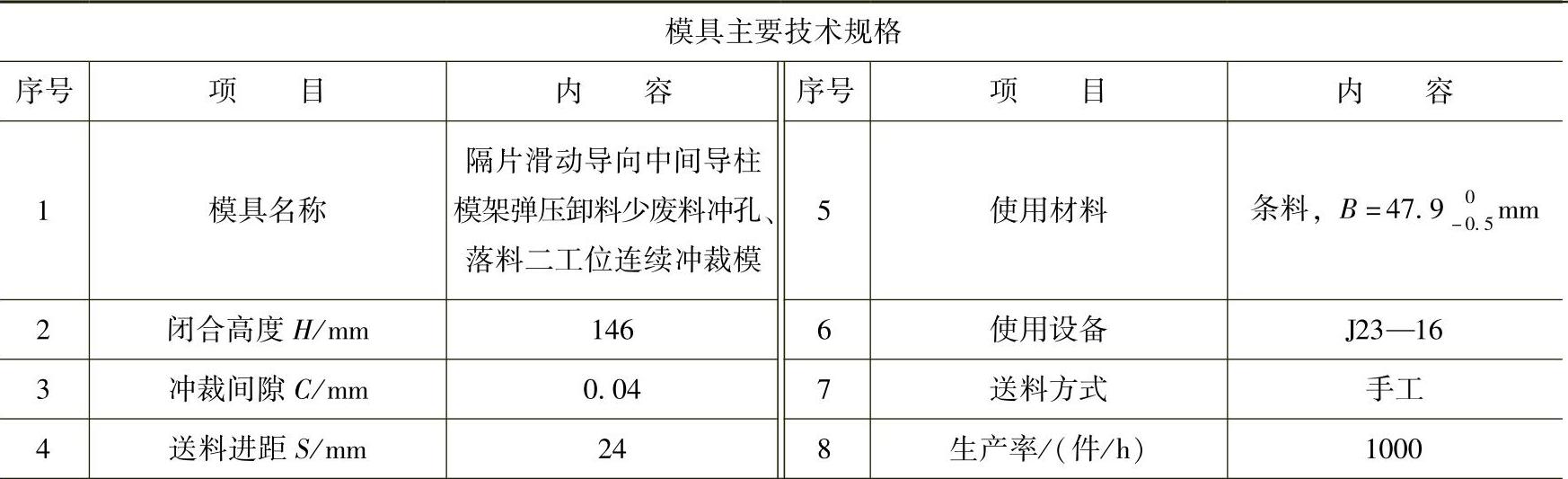
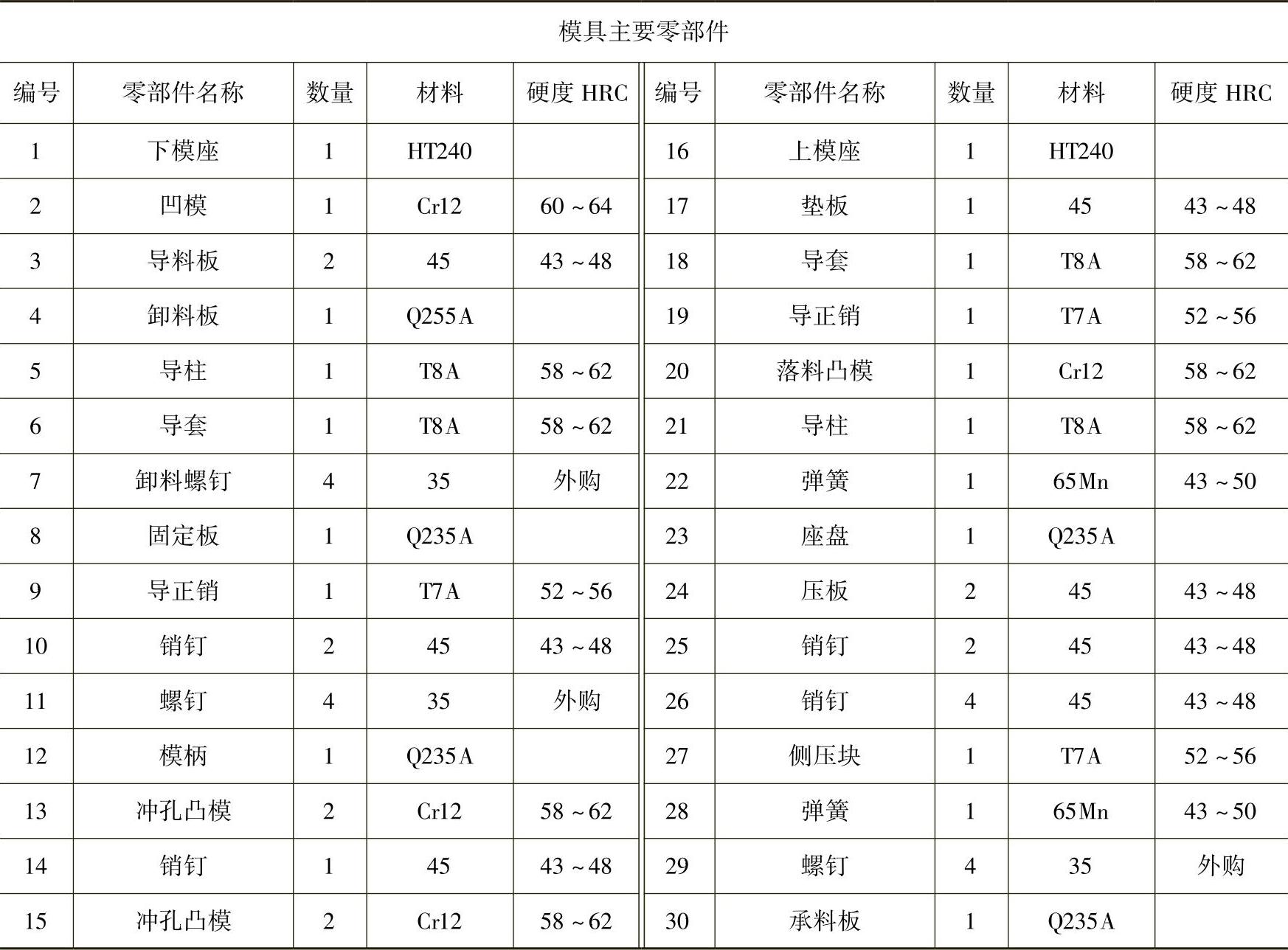
表7-24 模具主要技术规格及零部件
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图7-24所示冲裁模,可用料厚t=1mm、料宽B=47.90-0.5mm的Q275结构钢热轧薄钢板,在公称压力为160kN的国产J23—16型开式双柱可倾压力机上成批和大量生产冲压件图示出的隔片冲压件,可达到优质、高产、低消耗。特别是采用无搭边排样进行少废料冲裁,使材料利用率达92%以上,比普通板料冲压的平均板材利用率高出约20%,故这类冲模具有很好的推广应用价值。该冲模的结构特点如下:
1)隔片冲压件外形为一窄长条,其长宽比等于4,送料进距仅有12mm×2=24mm,为其长度的50%,排样采用横置,单列并排,故选用纵向送料入模,宜采用中间导柱模架。
2)冲压件料厚仅1mm,采用标准的滑动导向中间导柱模架可满足连续冲压模架所需承载要求。考虑到冲压件材质为Q275结构钢板,其强度较高,将冲模的上、下模座材质由一般的HT200提至HT240。
3)冲孔凸模细长,抗纵弯能力弱。设计采用加粗杆部的方法给予加固,使冲孔凸模都成为二台阶形。
4)每一送料进距含两件。第Ⅰ工位要冲4孔,第Ⅱ工位落料中间(后)一件即可达到一模两件,效率较高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。