



【摘要】:模具图图7-21 压条滑动导向对角导柱模架弹压卸料少废料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表7-21 模具主要技术规格及零部件(续)分析说明图7-21所示复合模,可用料厚t=2.5mm、料宽B=125mm的Q275热轧钢板的板裁条料,在公称压力为800kN的国产J23—80型开式双柱可倾压力机上成批和大量生产冲压件图示出的冲压件。为提高冲模寿命,先冲孔后落料,使凹模刃口与外廓刃口间距拉开。
(1)模具图(图7-21)
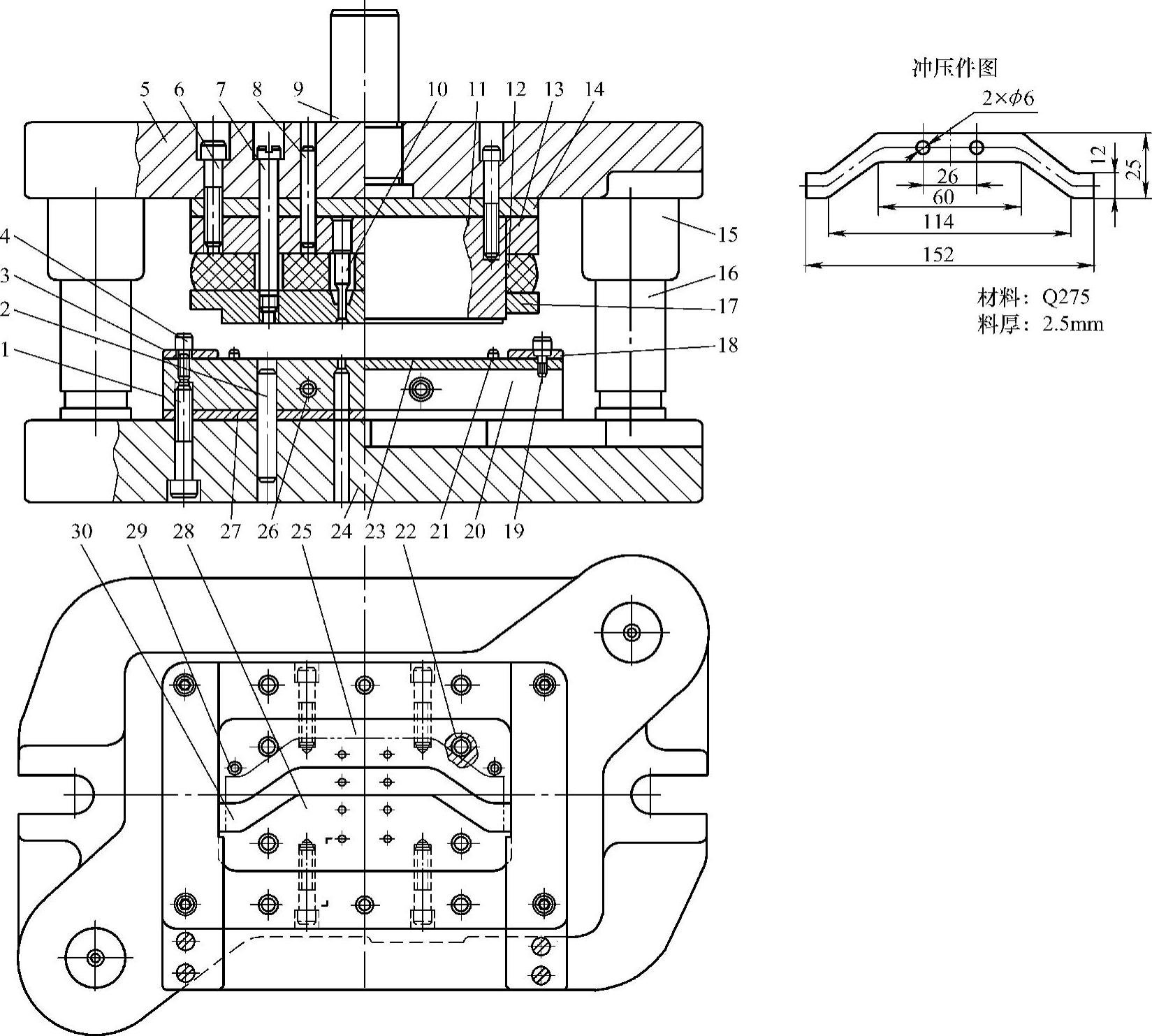
图7-21 压条滑动导向对角导柱模架弹压卸料少废料冲孔、落料二工位连续冲裁模
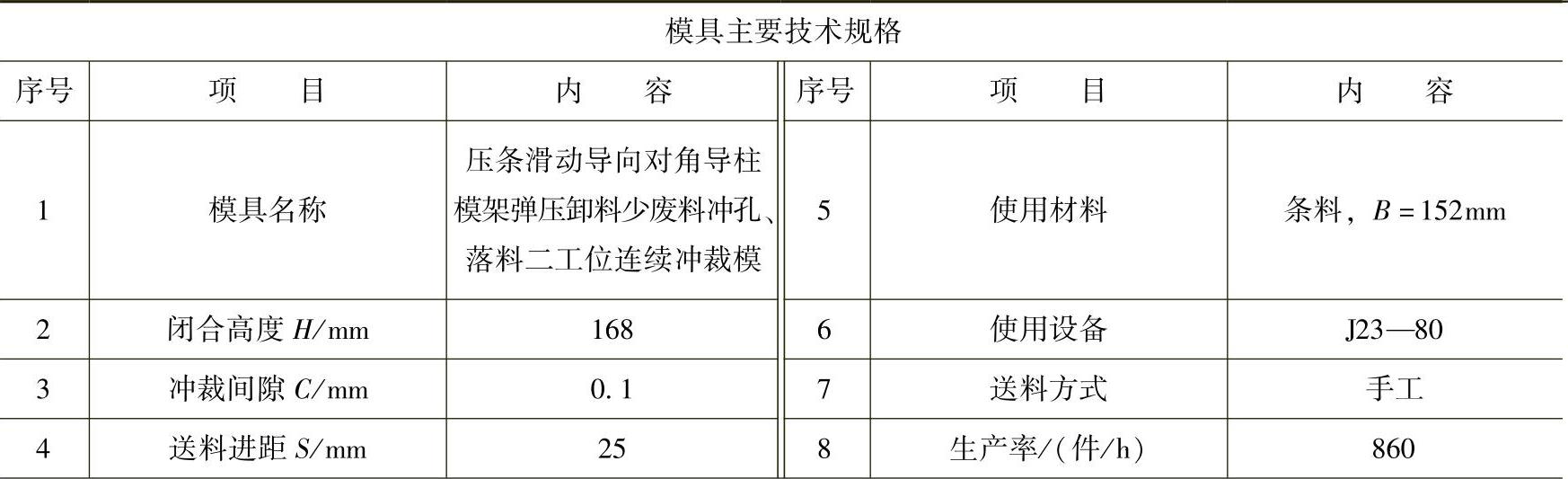
(2)模具主要技术规格及零部件(表7-21)
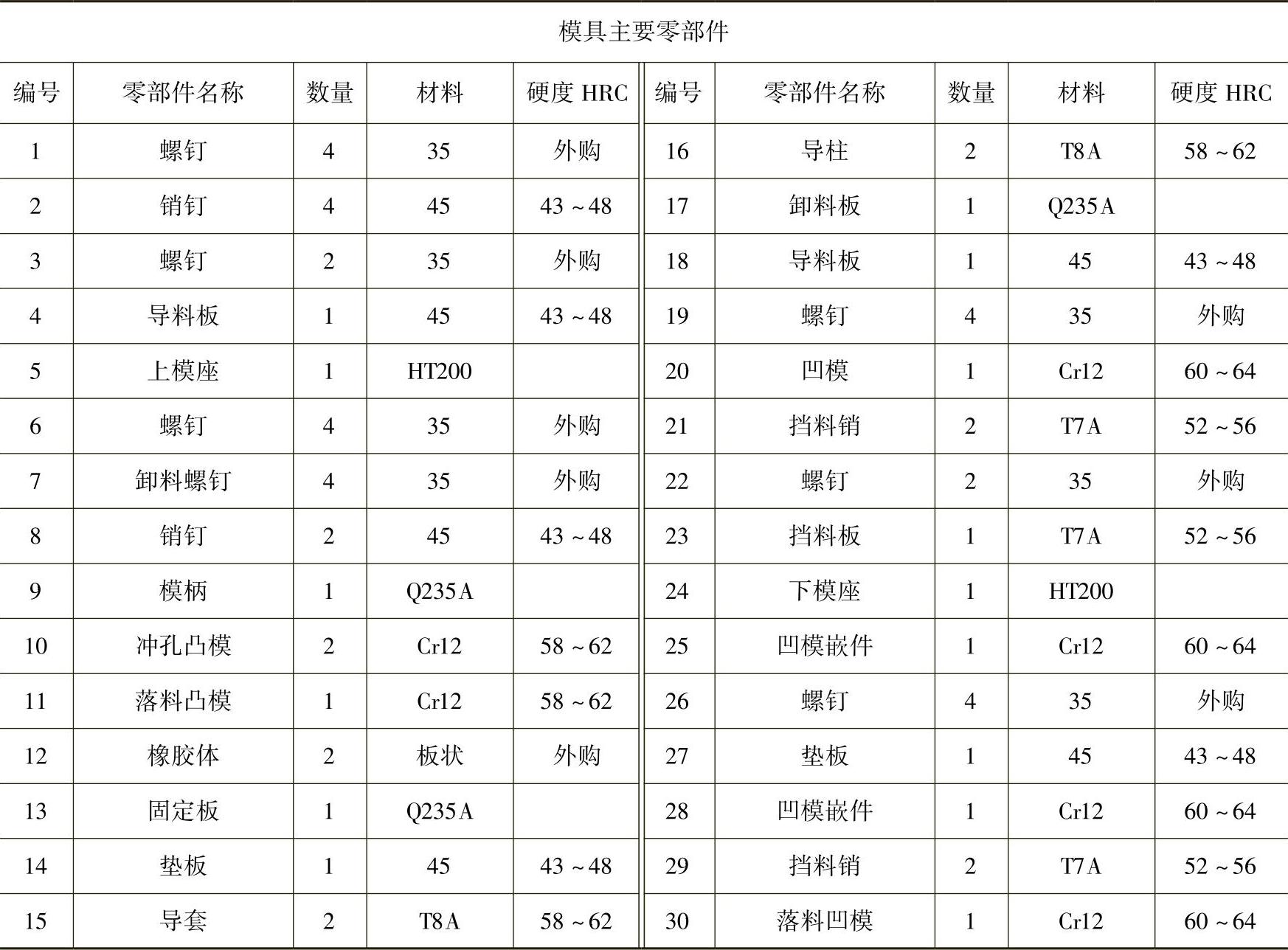
表7-21 模具主要技术规格及零部件
(续)(https://www.xing528.com)
(3)分析说明
图7-21所示复合模,可用料厚t=2.5mm、料宽B=125mm的Q275热轧钢板的板裁条料,在公称压力为800kN的国产J23—80型开式双柱可倾压力机上成批和大量生产冲压件图示出的冲压件。该冲压件是一个弓形平板冲裁件,适合进行无搭边排样,进行少废料冲裁。冲压件中部有两个ϕ6mm的孔,孔边距较小而冲压件料厚较大,冲裁力较大。为提高冲模寿命,先冲孔后落料,使凹模刃口与外廓刃口间距拉开。冲模设两个工位:第Ⅰ工位冲并排两件四个孔;第Ⅱ工位用挡料销29定位,用落料凸模11与落料凹模30冲出中间一件,其前面一件同时落料,达到一模两件。当每根条料第一次送进时,首先在凹模30的里边刃口处冲切出条料端头弓形,而后再连续冲压。这套少废料二工位冲裁连续模主要结构特点如下:
1)采用滑动导向对角导柱加强型模架。考虑冲压件是高强度Q275结构钢,而且料厚较大,达到2.5mm,冲裁线又长,冲裁力与卸料力都较大,冲裁时模具承载大,应采用加强型模架。
2)凹模采用镶拼结构,用两块拼合,可用螺钉调节落料件尺寸与冲裁间隙。
3)冲孔凸模将其杆部加粗制成三台阶形(见图中件10),提高细长小孔凸模的抗纵弯能力,不会在承载后折断。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。