



【摘要】:模具图图7-19 山字形铁心片滑动导向对角导柱模架弹压卸料无废料四工位连续冲裁模模具主要技术规格及零部件表7-19 模具主要技术规格及零部件分析说明图7-19所示冲裁模,可用料厚t=0.35mm、料宽B=mm的带料,在公称压力为250kN的国产开式双柱固定台压力机上大量生产冲压件图示出的一字形和山字形两种冲压件。该冲模的结构特点如下:1)采用滑动导向对角导柱加强型模架。
(1)模具图(图7-19)
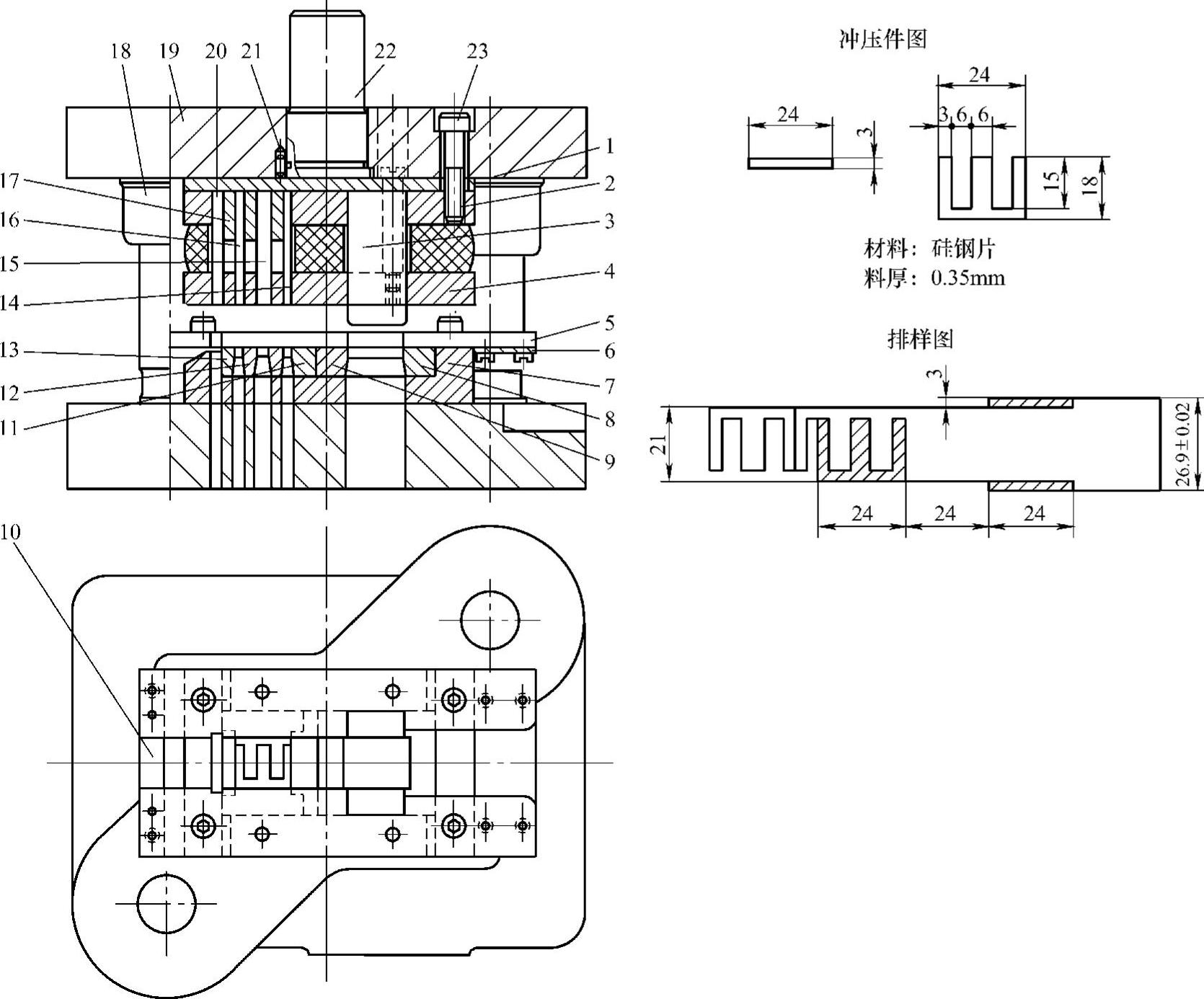
图7-19 山字形铁心片滑动导向对角导柱模架弹压卸料无废料四工位连续冲裁模
(2)模具主要技术规格及零部件(表7-19)
表7-19 模具主要技术规格及零部件

(3)分析说明(https://www.xing528.com)
图7-19所示冲裁模,可用料厚t=0.35mm、料宽B=(26.9±0.02)mm的带料,在公称压力为250kN的国产开式双柱固定台压力机上大量生产冲压件图示出的一字形和山字形两种冲压件。由于这两种冲压件料厚相同、材质一样、相关外形尺寸一样,可以拼裁和套裁,实现无搭边排样,可以进行无废料冲裁,使其材料利用率达到或接近100%。该冲模的结构特点如下:
1)采用滑动导向对角导柱加强型模架。在标准模架规定模座厚度的基础上,将模座厚度加厚25%,以增强模座的强度;将导柱适当加粗,使其支承模架有更大刚度,长时间连续冲压平稳运作,不变形。
2)用矩形侧刃作为成形落实凸模,冲出一字形冲压件;山字形冲压件可插入拼裁,使该冲模在压力机的一次行程中一模两种冲压件各2件,详见排样图。
3)用严控带料宽度尺寸的手段,控制冲压件尺寸。带料宽度给定公差为(26.9±0.02)mm,冷轧带料必须经过精切边加工,才能进行冲压加工。
4)该冲压件产量较大,凹模多采用镶拼结构,有的还采用硬质合金。该冲模采用镶拼结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。