



【摘要】:考虑到冲压件料厚达1.5mm,在连续冲裁过程中,模架要承受比计算冲压力更大的动载,应适当加厚模座、加粗导柱,提高模架强度和刚度,确保冲模长时间冲压能平稳动作。3)冲模的送料定位系统,设计用始用挡料装置2与固定挡料块32匹配分别进行第Ⅰ、Ⅱ工位送料定位。
(1)模具图(图7-17)
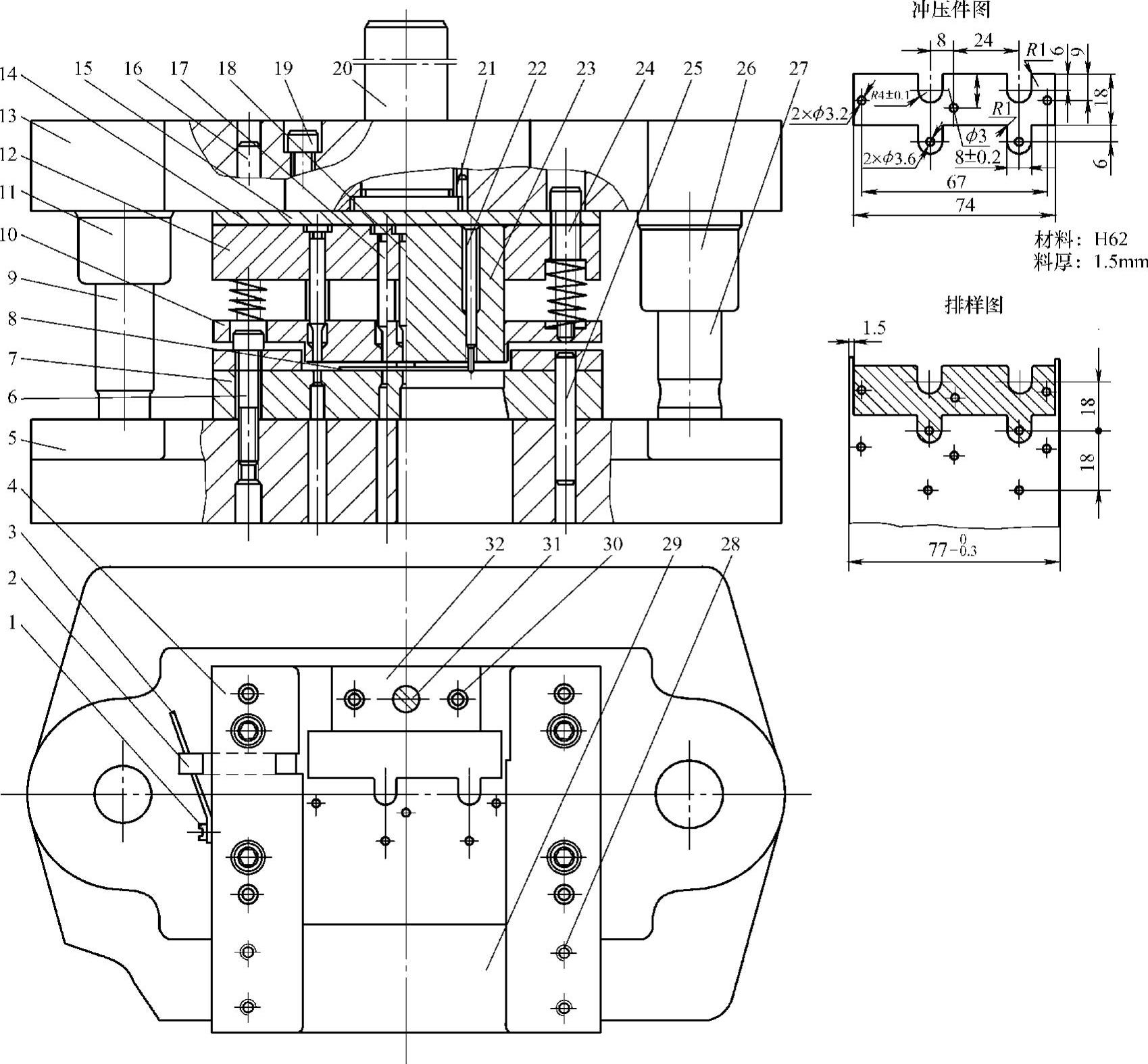
图7-17 基座滑动导向中间导柱模架弹压卸料少废料冲孔、落料二工位连续冲裁模
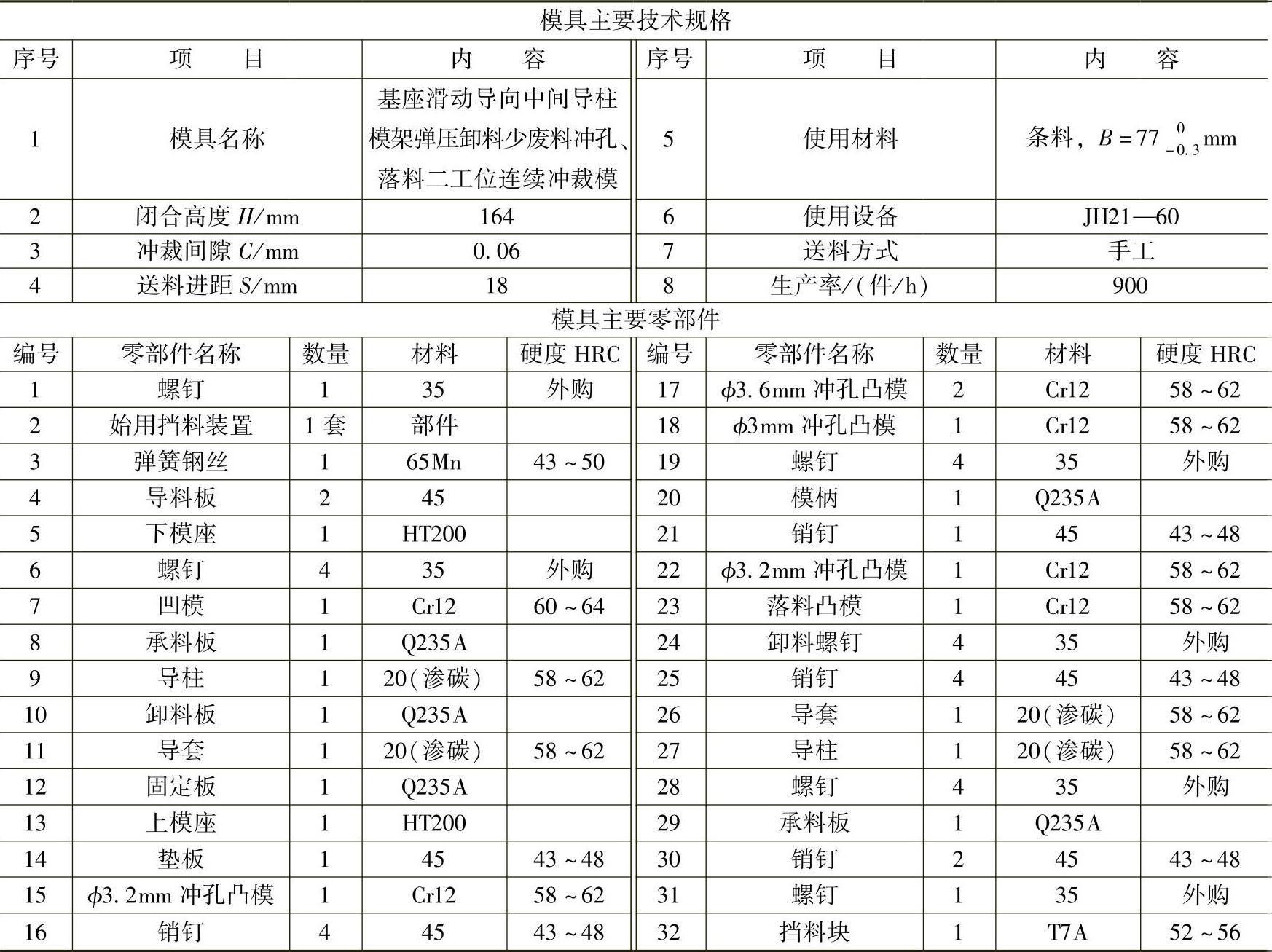
(2)模具主要技术规格及零部件(表7-17)
表7-17 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图7-17所示冲裁模,可用料厚t=0.5mm、料宽B=770-0.3mm的H62黄铜冷轧带料,在公称压力为600kN的国产JH21—60型开式双柱固定台压力机上成批和大量冲制冲压件图所示仪表机芯基座零件,可以实现优质高产、低消耗。
该冲压件是仪表机芯的基座,尺寸和形位精度都要求较高。其冲压工艺根据该冲压件外形特点,可以多件在条料上进行无缝隙拼合,构成排样图所示的有沿边、无搭边排样,进行少废料冲裁。该冲模的结构特点如下:
1)采用了标准的滑动导向中间导柱模架。考虑到冲压件料厚达1.5mm,在连续冲裁过程中,模架要承受比计算冲压力更大的动载,应适当加厚模座、加粗导柱,提高模架强度和刚度,确保冲模长时间冲压能平稳动作。
2)冲压件上的5个圆孔,其直径都在3~3.6mm之间,与料厚1.5mm相比,冲孔凸模显得细长而薄弱,故5个冲孔凸模都通过加粗杆部给予加固。
3)冲模的送料定位系统,设计用始用挡料装置2与固定挡料块32匹配分别进行第Ⅰ、Ⅱ工位送料定位。同时,在落料凸模23上装有导正销21,为落料工位的送料进距进行校准定位,确保落料外廓与内孔的同轴度和尺寸精度。
4)使用弹压卸料板保证落料工件平整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。