



【摘要】:模具图图7-15 铁心片滑动导向对角导柱模架弹压卸料一模两种(件)无废料冲孔、剪截二工位连续冲裁模模具主要技术规格及零部件表7-15 模具主要技术规格及零部件(续)分析说明图7-15所示为形铁心片一模两种(件)无废料连续冲裁模,采用无搭边、无沿边套裁排样,两工位连续冲裁,一模可以冲制两种各一个冲裁件。类似的零件及其无废料冲裁模的结构,还有多种形式。
(1)模具图(图7-15)
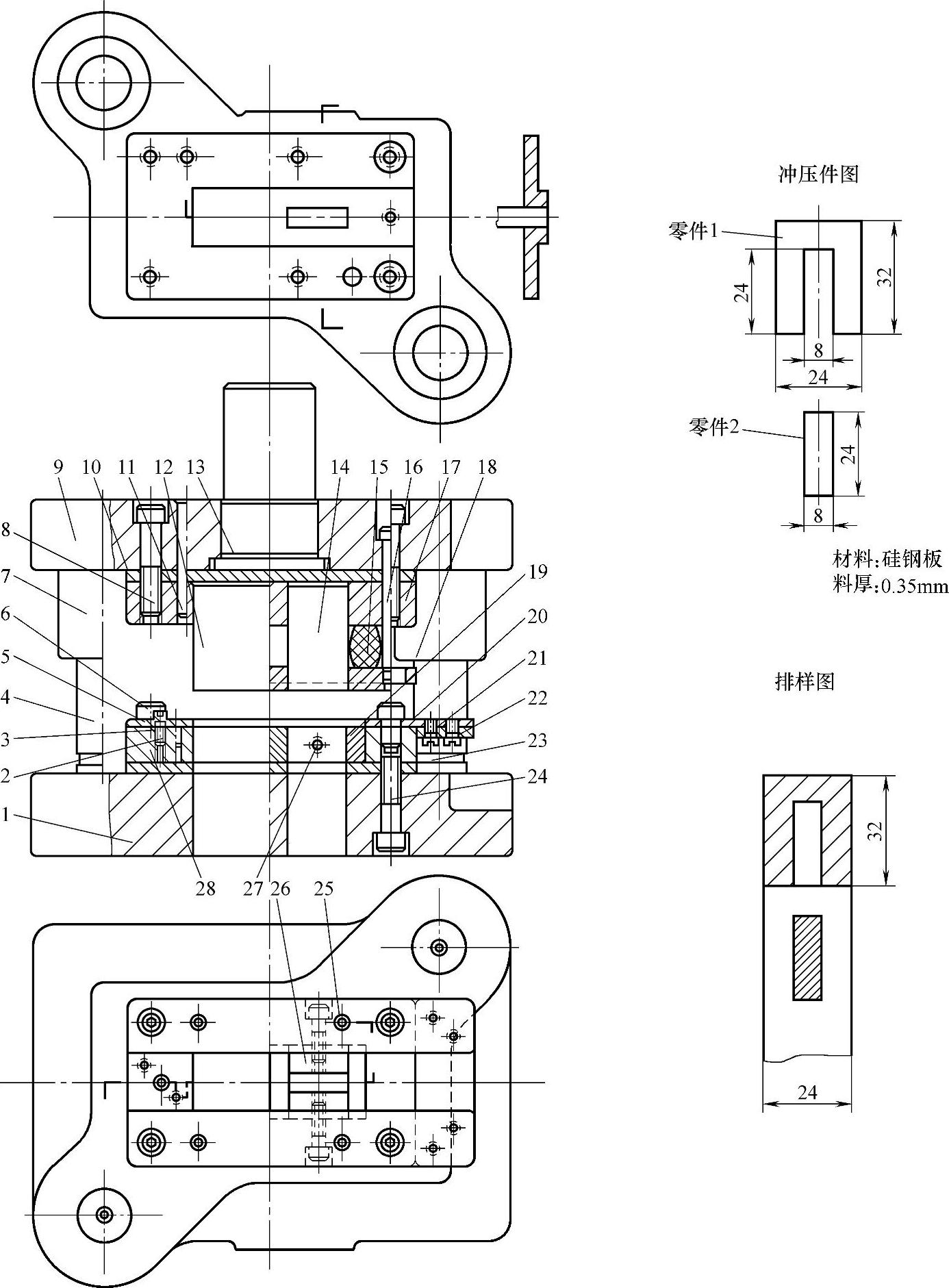
图7-15 铁心片滑动导向对角导柱模架弹压卸料一模两种(件)无废料冲孔、剪截二工位连续冲裁模
(2)模具主要技术规格及零部件(表7-15)
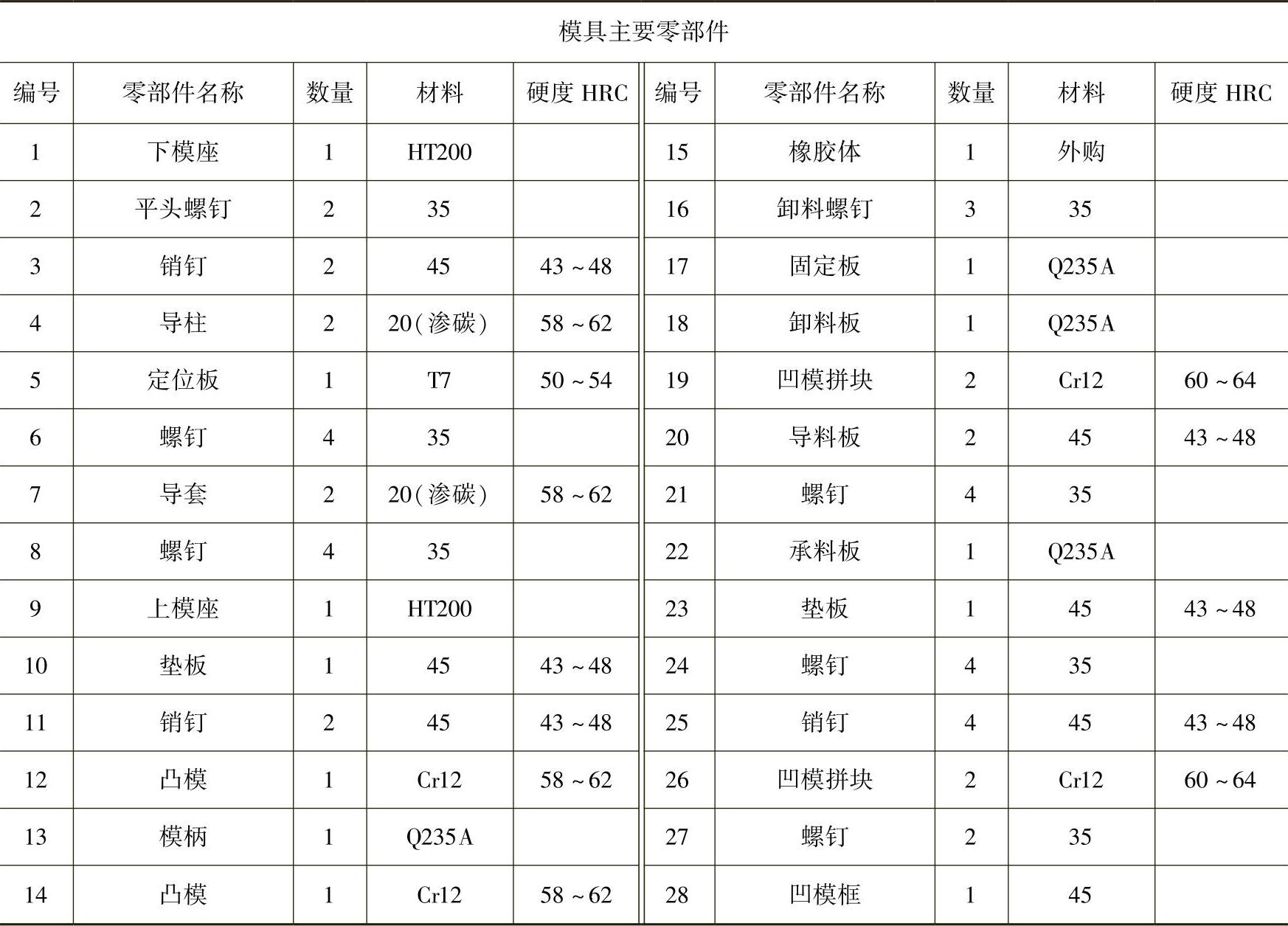
表7-15 模具主要技术规格及零部件

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图7-15所示为 形铁心片一模两种(件)无废料连续冲裁模,采用无搭边、无沿边套裁排样,两工位连续冲裁,一模可以冲制两种各一个冲裁件。能够利用结构废料套裁的非圆形冲压件不多,比较常见的多为圆垫圈,但其必须是有搭边排,材料利用率小于90%。而此例
形铁心片一模两种(件)无废料连续冲裁模,采用无搭边、无沿边套裁排样,两工位连续冲裁,一模可以冲制两种各一个冲裁件。能够利用结构废料套裁的非圆形冲压件不多,比较常见的多为圆垫圈,但其必须是有搭边排,材料利用率小于90%。而此例 形件的套裁,可使材料利用率接近或达到100%。类似的零件及其无废料冲裁模的结构,还有多种形式。
形件的套裁,可使材料利用率接近或达到100%。类似的零件及其无废料冲裁模的结构,还有多种形式。
该冲模是冲制外形要求不高、尺寸精度低于IT12的 形可套裁排样的冲裁件。
形可套裁排样的冲裁件。
凹模由拼块19、26四块拼合组成,固定在凹模框28内。条料剪成冲压件宽度,沿导料板送进,送到距落料刀口(搭边)2mm处,由凸模14冲出一个条形零件,也就是为 形零件冲出一个缺口,同时凸模12切下2mm的废料,接着将条料送到定位板5。以后每次都可以冲下两个不同零件,都由凹模洞内落下。
形零件冲出一个缺口,同时凸模12切下2mm的废料,接着将条料送到定位板5。以后每次都可以冲下两个不同零件,都由凹模洞内落下。
由于该冲模采用了镶拼结构的凹模,不仅节省了模具钢,同时也提高了制模修模的工艺性。结构上省去了始用挡料装置,仅用一个定位板。
该冲模采用对角导柱模架,顺装结构,冲制零件全由凹模孔漏件出模,即便手工送料,生产效率也很高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。