



【摘要】:模具图图7-10 垫板滑动导向对角导柱模架固定卸料少废料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表7-10 模具主要技术规格及零部件(续)分析说明除橡胶板、毛毡板一类弹性大、强度低的材料外,多数非金属冲裁件,都采用普通平刃口冲裁模加工。图7-10所示垫板对角导柱模架少废料连续冲裁模,适于料厚t=0.5mm、1.5mm的绝缘板零件的冲制。
(1)模具图(图7-10)
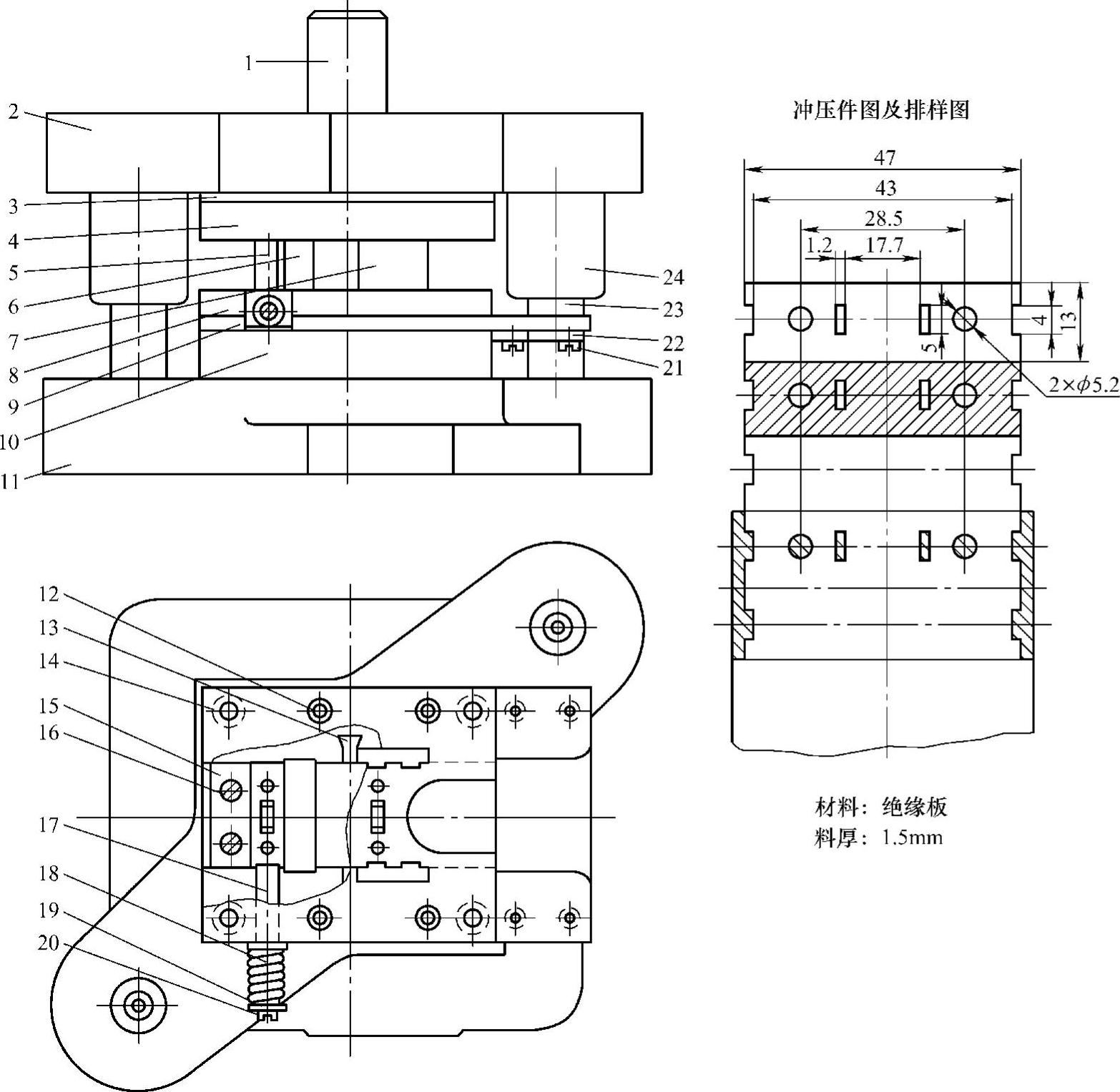
图7-10 垫板滑动导向对角导柱模架固定卸料少废料冲孔、落料二工位连续冲裁模
(2)模具主要技术规格及零部件(表7-10)
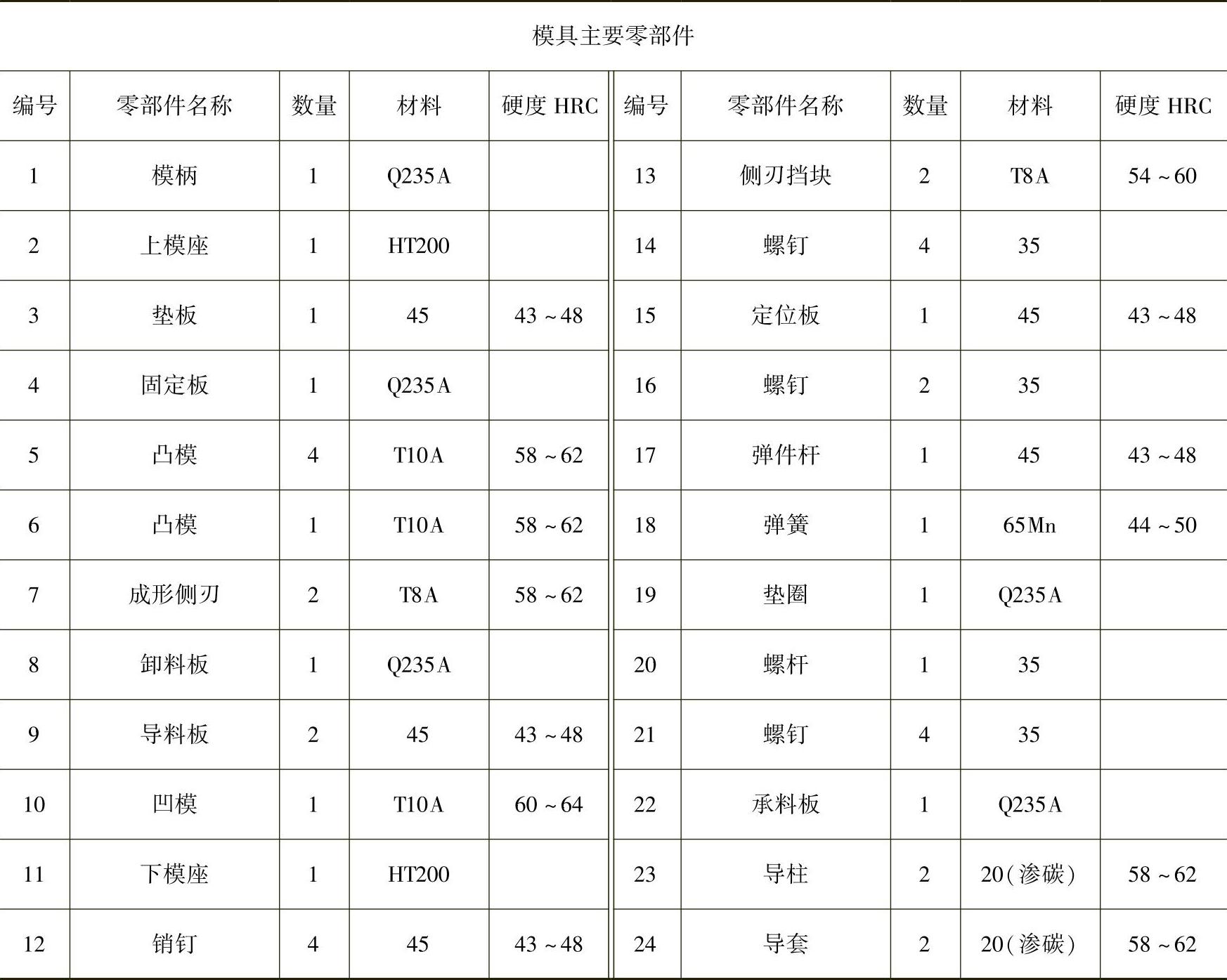
表7-10 模具主要技术规格及零部件

(续)(https://www.xing528.com)
(3)分析说明
除橡胶板、毛毡板一类弹性大、强度低的材料外,多数非金属冲裁件,都采用普通平刃口冲裁模加工。尤其是一些硬脆的材料,如夹布胶木板、夹纸胶木板、人造革等,也都用普通全钢平刃口冲裁模冲制。为获得更高的尺寸精度、更好的冲切面质量,对不同的非金属板要增加一些工艺技术措施:不同材料采用不同的冲裁间隙;采用不同于金属零件的搭边和沿边宽度值;调整合适的压料力;将冲压条料加温(对于厚度t<3mm的各类绝缘板,冲压前适当加温,采用热开水浸泡一定时间后冲裁,效果较好)。
图7-10所示垫板对角导柱模架少废料连续冲裁模,适于料厚t=0.5mm、1.5mm的绝缘板零件的冲制。送进入模冲压的条料宽度为工件长度。冲裁时送料进距由成形侧刃7控制。每次冲压行程可冲裁落料两个零件。一个零件从凹模洞口漏落,另一个零件由弹件杆17弹出模具工作区。
该冲模采用滑动导向对角导柱模架、横向送料的固定卸料结构,除冲裁间隙按冲压材料种类不同而采用更小的料厚百分比以外,其余与钢板冲压件的同类结构冲模无区别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。