



(1)模具图(图7-8)
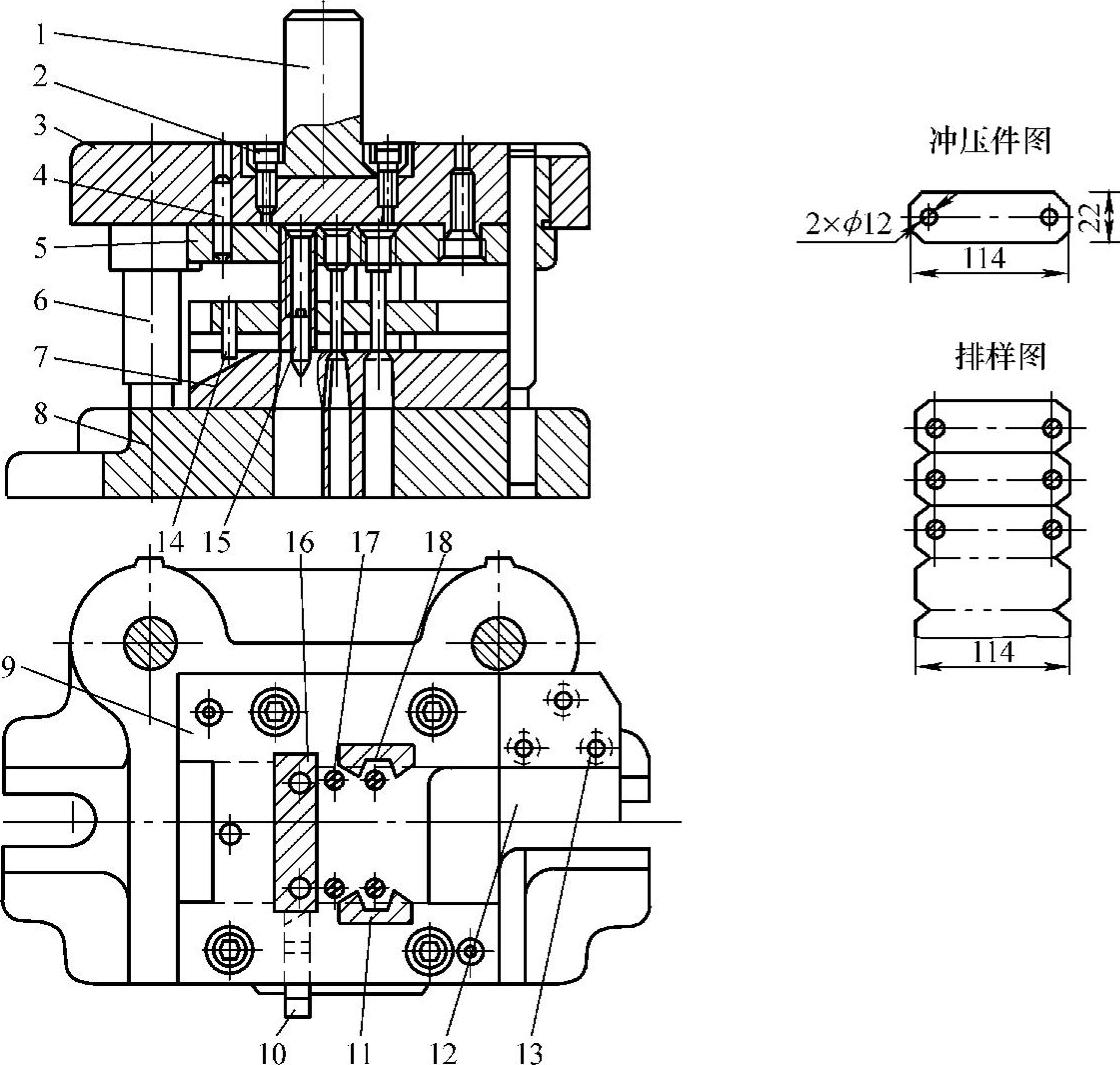
图7-8 连接板滑动导向后侧导柱模架少废料切角、冲孔、落料二工位连续冲裁模
(2)模具主要技术规格及零部件(表7-8)
表7-8 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图7-8所示为连接板后侧导柱模架少废料连续冲裁模。该冲压件采用无搭边排样,用成形侧刃冲切两端角部倒角,一次送料进距为两个冲压件宽44mm,第Ⅰ工位两侧刃切角,第Ⅱ工位切断后边一件,可一次落料两件。
该冲模的定位系统由始用挡料装置10、固定挡料销(上置式)14以及导正销15构成。因用板裁条料冲压,其长度一般为L=650~2500mm。生产时,要频繁地续新条料入模冲压。为保证每根条料首个送料进距的冲压件也在冲孔后落料,要在固定挡料销之前设临时挡料销(装置),使首个进距先冲孔而后落料。该冲模是两个工位,只设组始用挡料装置。如果是三工位要装2组,四工位就得装3组,依此类推。不过,通常最多装3组,超过3组操作不便,也需要更多安装位置,所以,在一套冲模上安装4组甚至更多组始用挡料装置的冲模很少见。
在落料凸模端面装两个导正销,可以在落料之前对送料进距的微小偏差进行微调,保证落料外廓与内孔有更好的同轴度,孔不会偏。由于采用了上置式固定挡料销,落料所得前边一件可沿凹模边设备的落件坡滑落出模,另一件从凹模孔由凸模推出下模孔,不影响连续冲压。
该冲模采用滑动导向后侧导柱模架、固定卸料结构,属于一种料厚t>1mm金属板冲压件常用的标准结构形式。该冲压件t=3mm,采用这种结构形式较为适宜,但冲压精度不高,一般都在IT13~IT11之间。如冲压件料厚t>4.75mm,冲压精度还要降低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。