



【摘要】:模具图图7-3 接线头无导向固定卸料少废料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表7-3 模具主要技术规格及零部件分析说明电缆导线接线头有许多种类型和规格,形状不尽相同,但大多为板料冲压件。目前,多数中小型接线头都已采用多工位连续式复合模一模成形完成冲制。图7-3所示即这类接线头冲压工艺所用冲制其展开平毛坯的二工位连续冲裁模。3)冲孔凸模均将杆部加粗进行加固,提高其抗纵弯能力。
(1)模具图(图7-3)
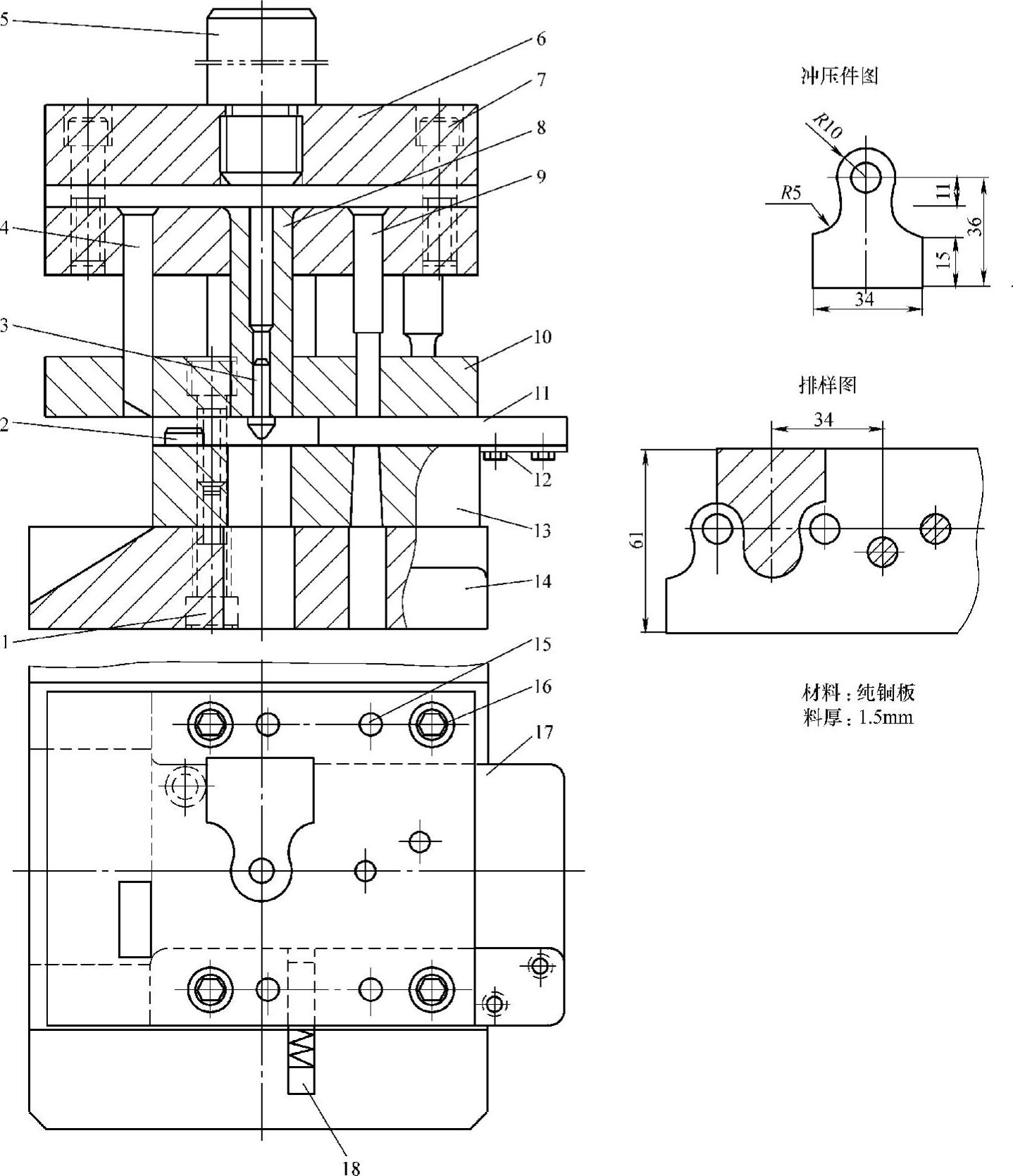
图7-3 接线头无导向固定卸料少废料冲孔、落料二工位连续冲裁模
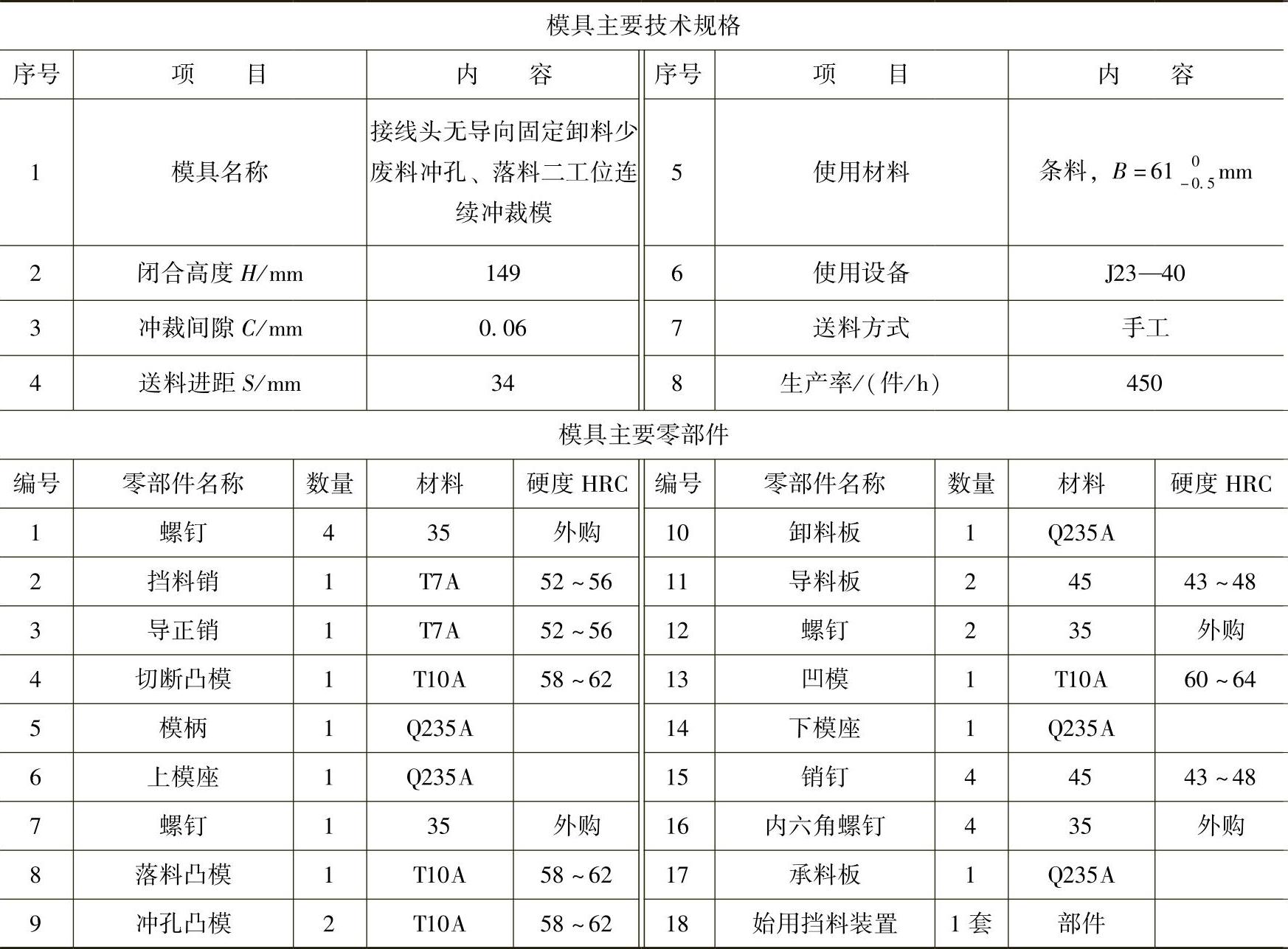
(2)模具主要技术规格及零部件(表7-3)
表7-3 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
电缆导线接线头有许多种类型和规格,形状不尽相同,但大多为板料冲压件。目前,多数中小型接线头都已采用多工位连续式复合模一模成形完成冲制。采用传统冲压工艺,分序多模冲制接线头仅限于新产品试制专用接线头的单件小批生产或厚料,大型接线头受制模设备或生产设备的制约不得已而为之。实际生产中还有一种接线头冲压工艺是用连续冲裁模冲制接线头展开平毛坯,用单冲弯曲模弯曲成形。与一模成形的多工位连续冲压相比,这种工艺能简化冲模结构,刃磨修理方便,模具寿命高,至今仍有使用。图7-3所示即这类接线头冲压工艺所用冲制其展开平毛坯的二工位连续冲裁模。由于冲裁工位的刃口磨损要比弯曲工位快得多,往往是冲裁刃口必须刃磨时,弯曲模腔还可继续使用,为保证各工位不出现有害高差,只好同时统一刃磨。而成形模腔的刃磨比冲裁刃口难度大得多,往往需要专用磨削设备刃磨。使用图7-3所示连续冲裁模,可避免上述缺陷。
该冲模的结构特点如下:
1)使用始用挡料装置18,使每根条料首个送料进距都先冲孔后再落料,不会出现遗漏冲孔工步造成废品的情况。
2)用导正销3确保接线头孔与外形同轴度好,孔无偏斜。
3)冲孔凸模均将杆部加粗进行加固,提高其抗纵弯能力。
4)冲压件为贵重纯铜材质。为便于回收搭边,用切断凸模4切碎。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。