



【摘要】:图6-35 接插件滑动导向对角导柱钢模架弹压卸料冲裁、连续弯曲、切断六工位连续式复合模表6-35 模具主要技术规格及零部件该冲压件类似标准接插件,要求精度高,具有稳定而不变的弹性夹紧力。该冲模结构的主要特点如下:1)采用滑动导向对角导柱非标准钢板加厚模座模架,承载能力强,运作平稳。
(1)模具图(图6-35)
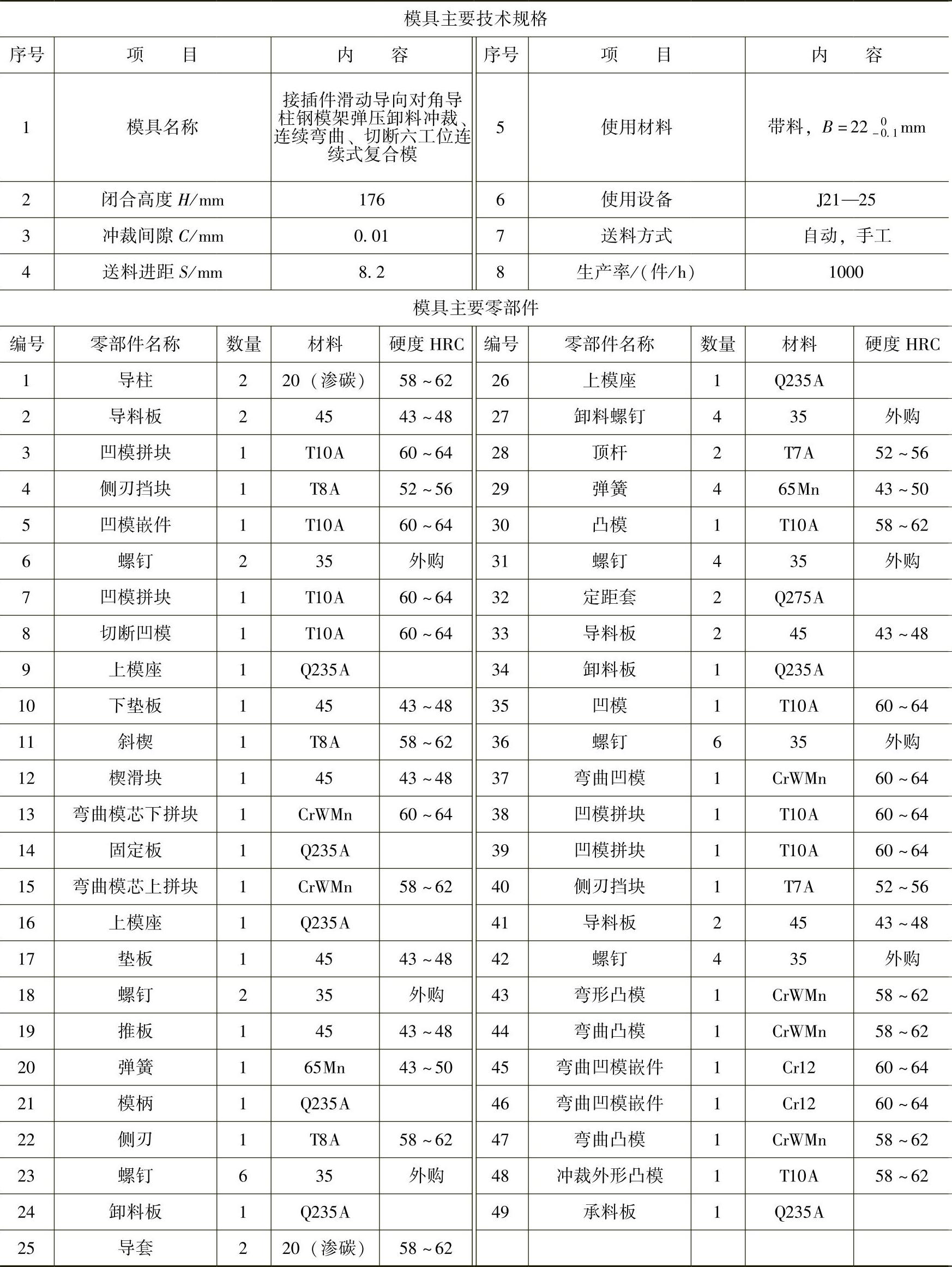
(2)模具主要技术规格及零部件(表6-35)
(3)分析说明
电器元件用标准接插件均采用专用自动高速压力机配专用固定结构冲模成批和大量生产。图6-35示出的复合模,可用料厚t=0.1~0.25mm、料宽B=220-0.1mm的铍青铜冷轧带料,在公称压力为250kN的J21—25型开式双柱固定台压力机上成批和大量冲制图示非标准接插件,质量好、效率高。

图6-35 接插件滑动导向对角导柱钢模架弹压卸料冲裁、连续弯曲、切断六工位连续式复合模
表6-35 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
该冲压件类似标准接插件,要求精度高,具有稳定而不变的弹性夹紧力。冲压加工采取的技术措施主要是用刚性镦压校正弯曲模,保证零或接近零回弹的同时,达到更好的尺寸与形位精度。该冲模的冲压运作过程如下:
采用裁搭边、切废等方法,将工件始终留在带料上,用送进材料携带的方法,使工件在各工位进行冲压加工,至最后工位切断分离出成品冲压件。从排样图上可以看出,第Ⅰ工位用标准凹式侧刃切边定位、冲孔并冲裁部分展开平毛坯外形;第Ⅱ工位裁搭边完成毛坯冲切;第Ⅲ~Ⅴ工位弯曲成形;第Ⅵ工位整形并切断落料成品。
该冲模结构的主要特点如下:
1)采用滑动导向对角导柱非标准钢板加厚模座模架,承载能力强,运作平稳。
2)用双作用楔传动机构实施平面横向弯曲冲压,斜楔可自动刚性复位。
3)凹模采用镶拼结构。拼块用销钉定位、紧螺纹联接。
4)导柱加粗并加长,保证连续冲压时模具开启凸模不脱离卸料板。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。