



(1)模具图(图6-31)
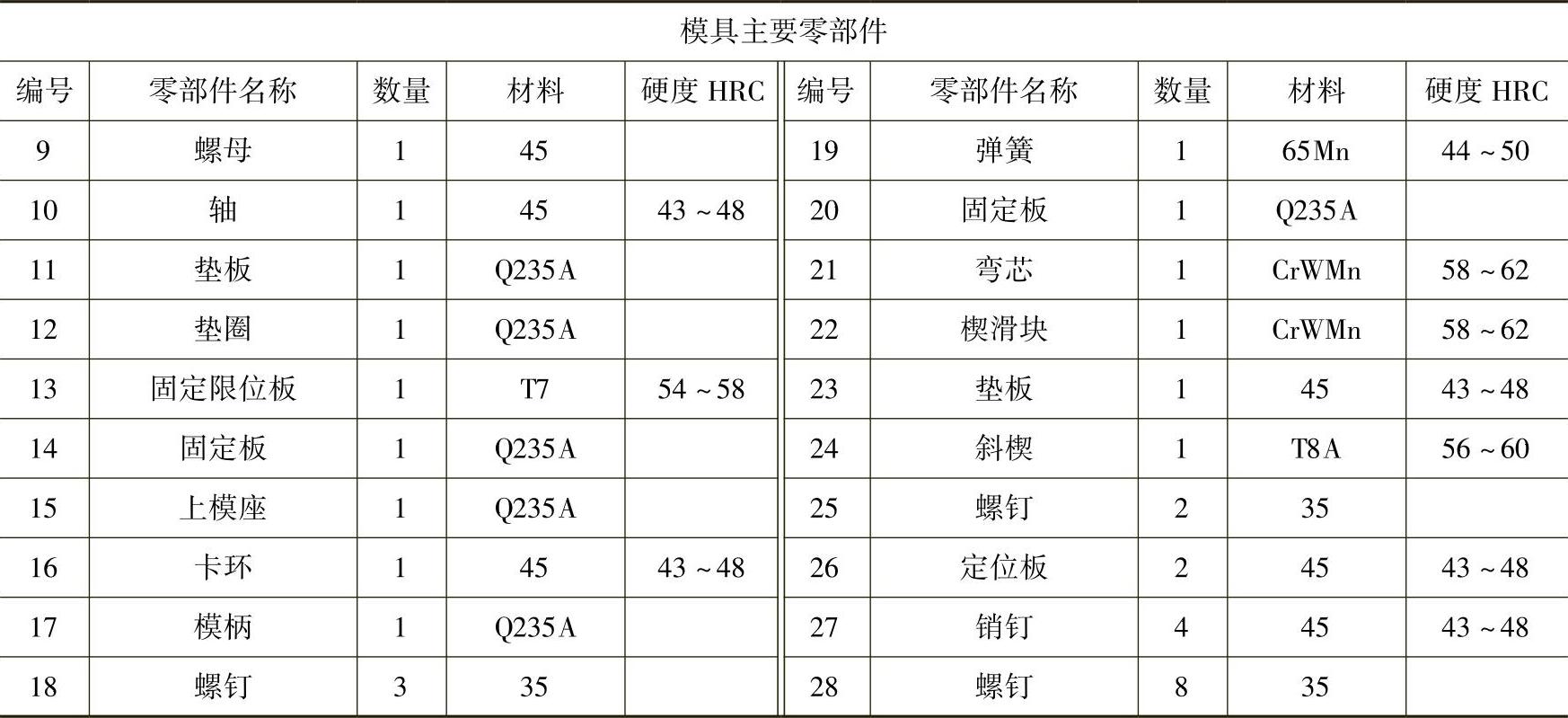
(2)模具主要技术规格及零部件(表6-31)
(3)分析说明
用线材、杆(棒)料弯曲成形闭口、半闭口以及凸肚形闭式弯曲件,多数要采用有芯弯曲成形。通常的弯曲方法:在专用夹具上挠弯,如建筑工地弯钢筋;在车床上卷绕弹簧及类似环形零件;用专用弯曲模在压力机上冲弯成形;采用自动弯曲机弯曲成形;采用自动卷簧机弯曲成形;用特殊的螺旋弯曲模在压力机上弯形。其中,用夹具和在车床上弯形,效率低,不能适应大批量生产的要求,而且用车床卷绕弯曲只适于圆形、锥形等旋转成形的弯曲件,自动弯曲机只用于直径d<1.5~2mm的细线材、小零件生产,调试要求技术高,对品种少、大批量生产合适,如曲别针、发卡之类。自动卷簧机虽然可无芯、冷绕钢丝直径d≤16mm以下弹簧及类似零件,但仅限于圆形。用螺旋弯曲模可弯曲成形多种形状的零件,一般多用于钢丝直径d<3mm、外形尺寸较小的零件,弯制粗、大零件废次品率高,质量也不好。在大量生产中使用专用弯曲模,如图6-31所示的自动弯曲模能够实现优质高产、低消耗。
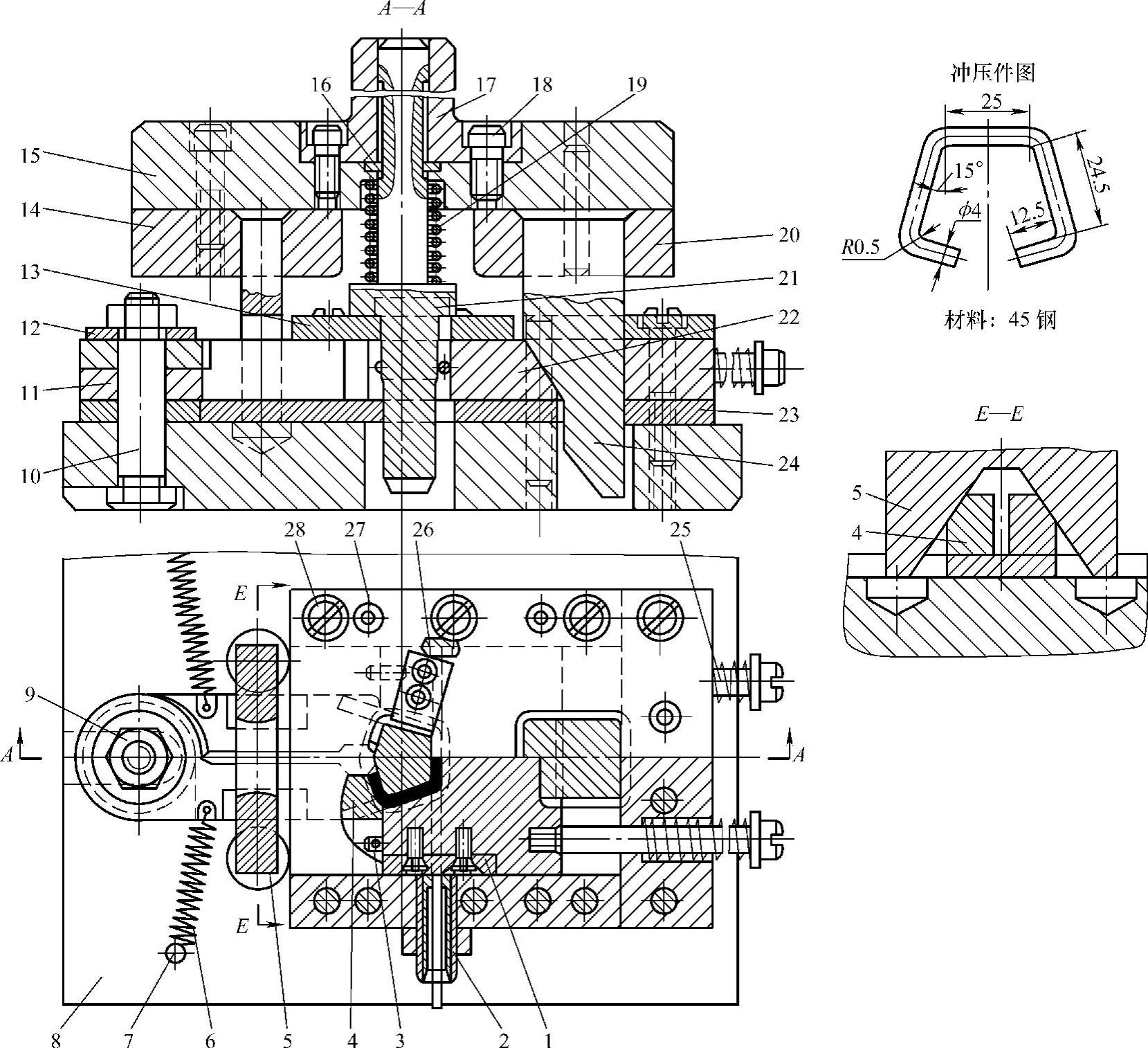
图6-31 钢丝方扣环切断、连续弯曲成形二工位连续式复合模
表6-31 模具主要技术规格及零部件

(续)(https://www.xing528.com)
该冲模采用导板式特殊结构。ϕ4mm的成盘钢丝,插入承料凹模管2后,由匹配自动送料装置送料入模至挡料定位板26,由承料销3两端支承和夹持,上模下行楔24推动带切断凸模1的楔滑块22,切断钢丝并弯成 形,卡板5会用人字斜面合拢摆块4,将坯件弯成最终的方扣环零件。
形,卡板5会用人字斜面合拢摆块4,将坯件弯成最终的方扣环零件。
弯成形并包在弯芯21上的零件,待上模回程上升时,由固定限位板13从弯芯上卸下零件,落入模下零件箱中。
该冲模的主要结构特点如下:
1)用楔传动机构改变冲压力方向,实施横向多工步冲压,连续弯曲成形。
2)用固定限位板13为楔24、弯芯21限位、导向。
3)摆块4、楔滑块22的复位靠弹簧。
4)全自动运作,效率高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。