



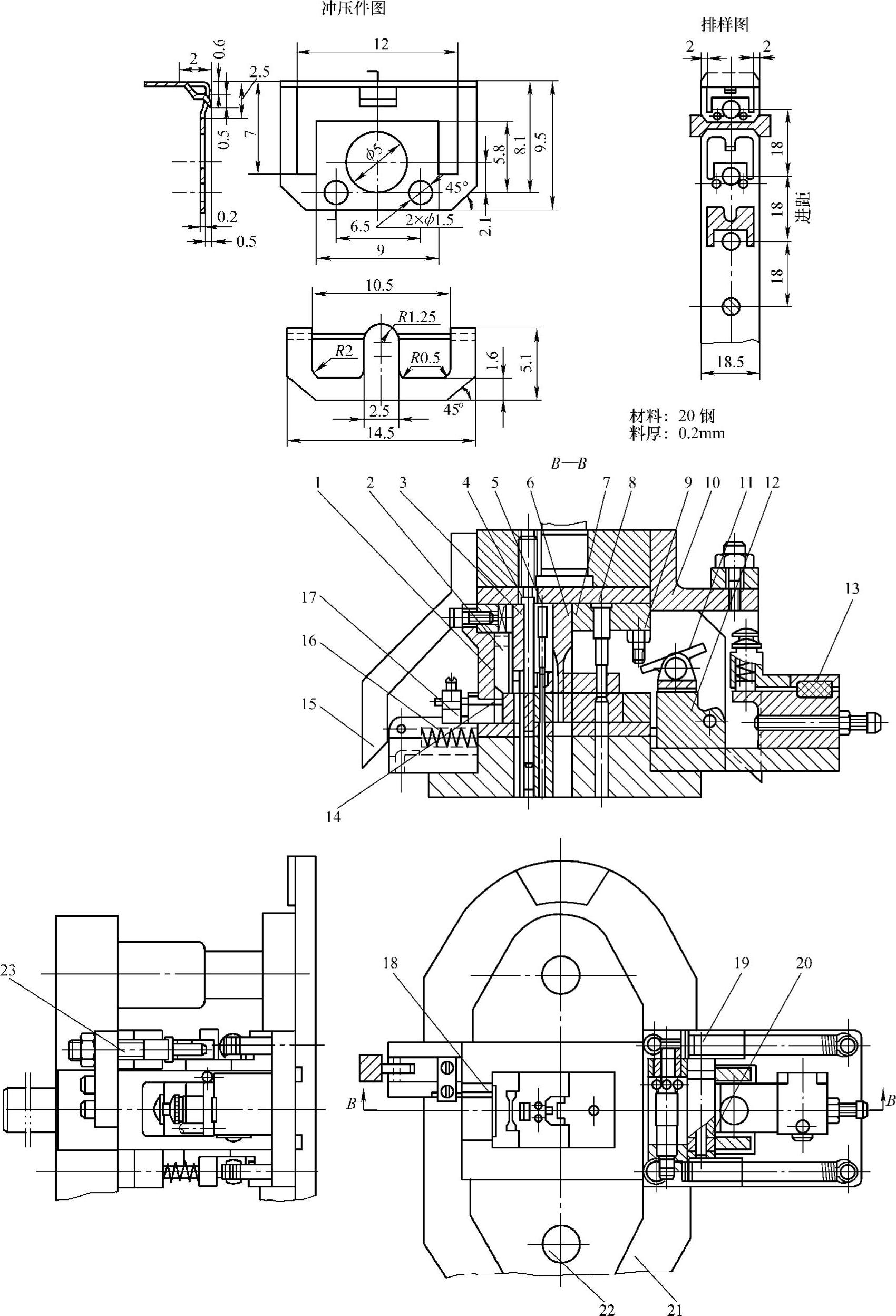
(1)模具图(图6-27)
(2)模具主要技术规格及零部件(表6-27)
表6-27 模具主要技术规格及零部件
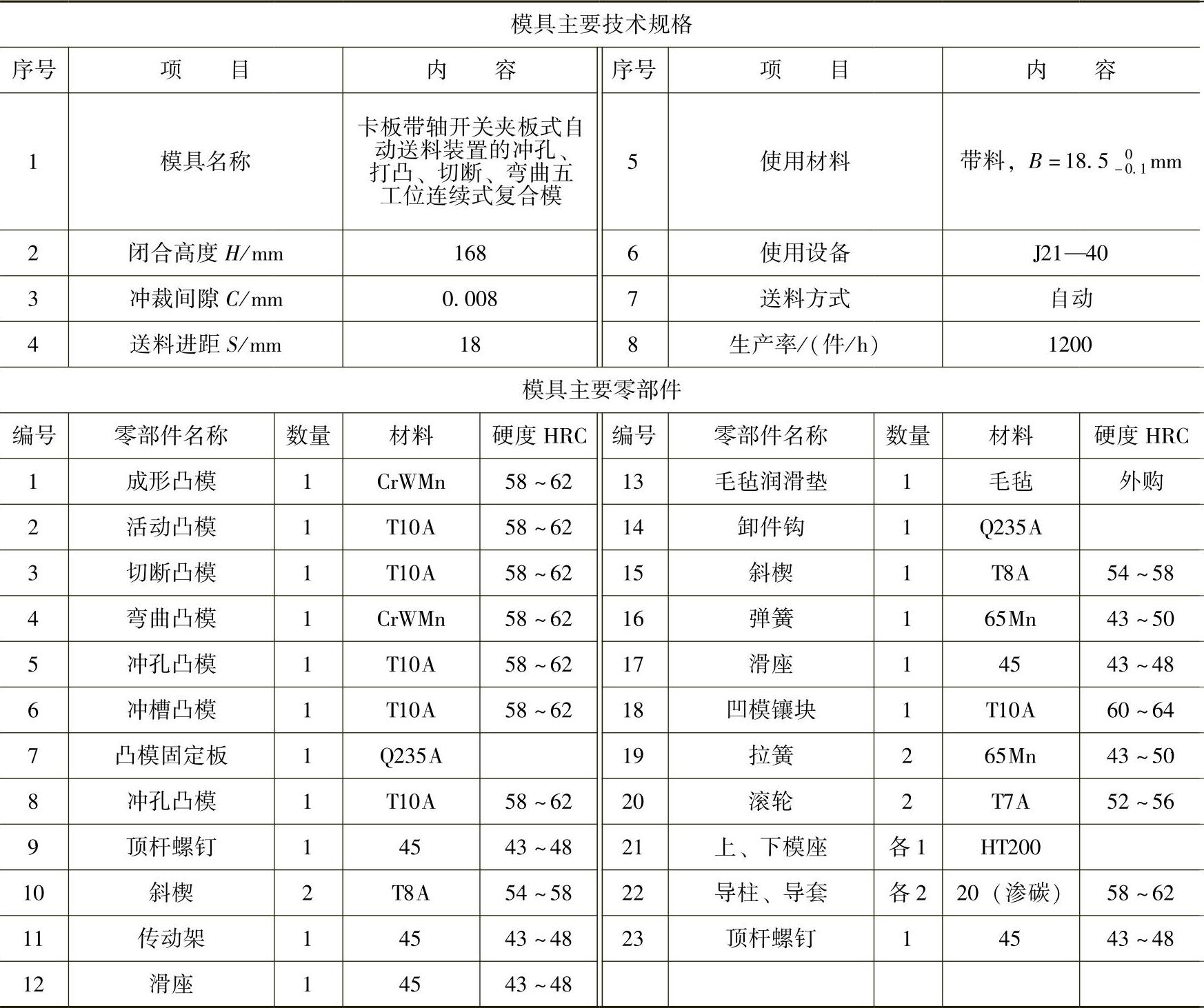
(3)分析说明
图6-27所示复合模,可用料厚t=0.2mm、料宽B=18.5mm的20钢冷轧钢带,在J21—40型开式双柱固定台压力机上成批和大量冲制图示卡板冲压件。
该冲模冲制的卡板零件形状复杂,料薄而尺寸小,精度要求较高,有一定冲压加工难度。根据冲压件形状、尺寸与结构特点,适宜用多工位连续冲压一模成形。冲压工艺采用冲裁(包括冲孔、冲槽、冲小孔3个工步)、打凸成形、切断、弯曲成形等,计5个工步,设
 (https://www.xing528.com)
(https://www.xing528.com)
图6-27 卡板带轴开关夹板式自动送料装置的冲孔、打凸、切断、弯曲五工位连续式复合模
5个工位。由于料厚仅0.2mm,要用送料携带工件至各工位冲压,搭边框必须有足够的刚度,故取沿边与搭边值都大于2mm。冲模结构设计满足冲压要求并具有如下特点:
1)采用轴开关夹板式自动送料装置,使冲模结构趋于简化、紧凑,送料运作稳定、安全、可靠。
2)为便于冲模调校及刃磨,打凸成形的凸模和凹模高度均做成可调的。
3)上、下模座都予以加厚并将中间导柱模架转动90°装设送料机构,扩大了冲模运作空间,保证了送料机构的安装位置。
4)冲小孔凸模都采用了加粗杆部的加固措施,以提高冲模寿命。冲模的自动送料过程也得以简化:上模下行合模冲压初始,顶杆螺钉23先撞击传动架11一边,使压料板将带料与滑座12夹紧。接着楔10推动滚轮20,使滑座12在导板间带动材料自动送进到位。当完成冲压楔随上模上升时,装在固定板7上的顶杆螺钉23会碰撞传动架11的另一边,使压料板21在拉簧19作用下松开原本夹紧的带料。待上模再一次下行,便开始下一轮次自动送料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。