



(1)模具图(图6-25)
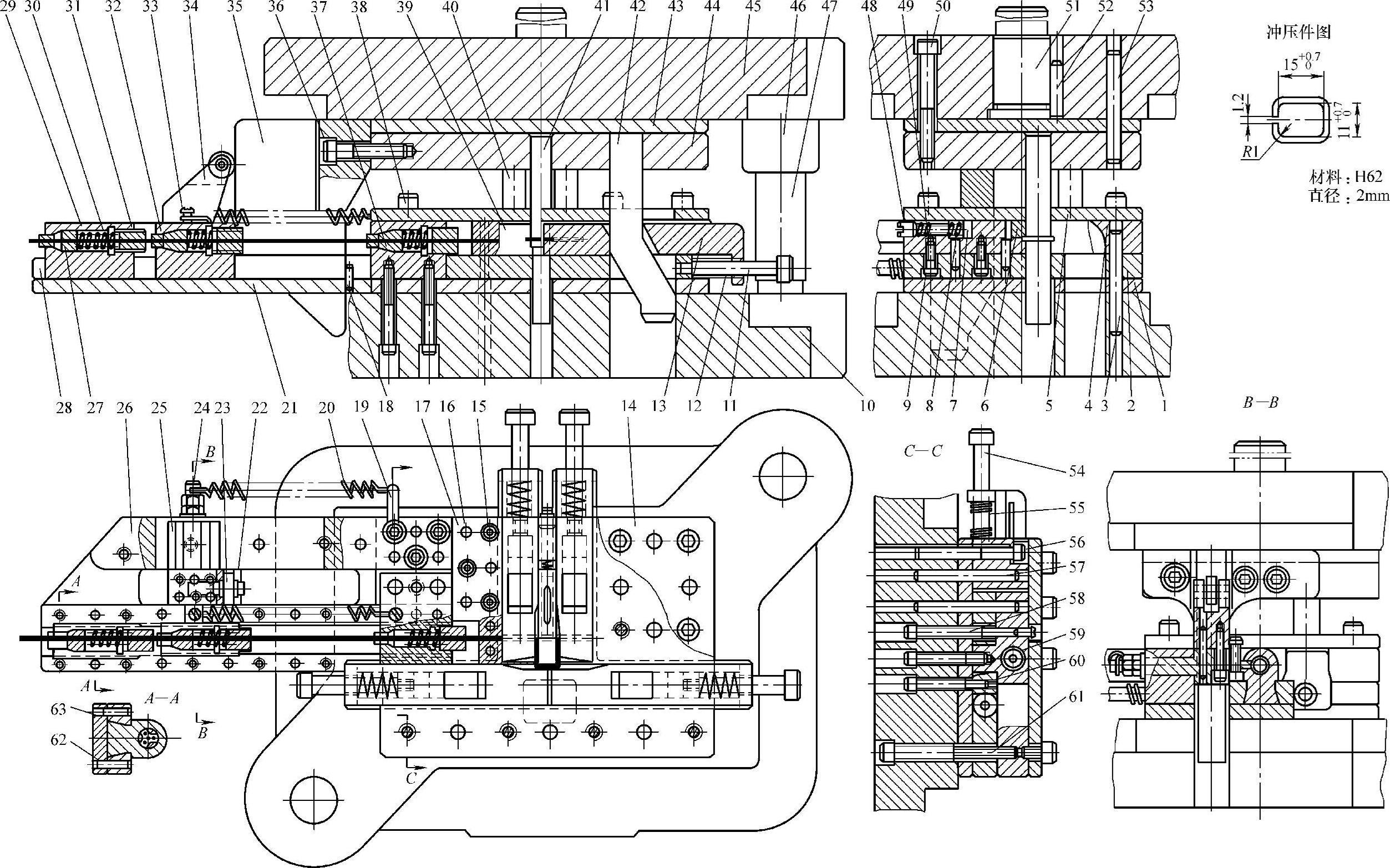
图6-25 饰环带滚珠夹持自动送料装置的切断、连续弯曲成形二工位连续式复合模
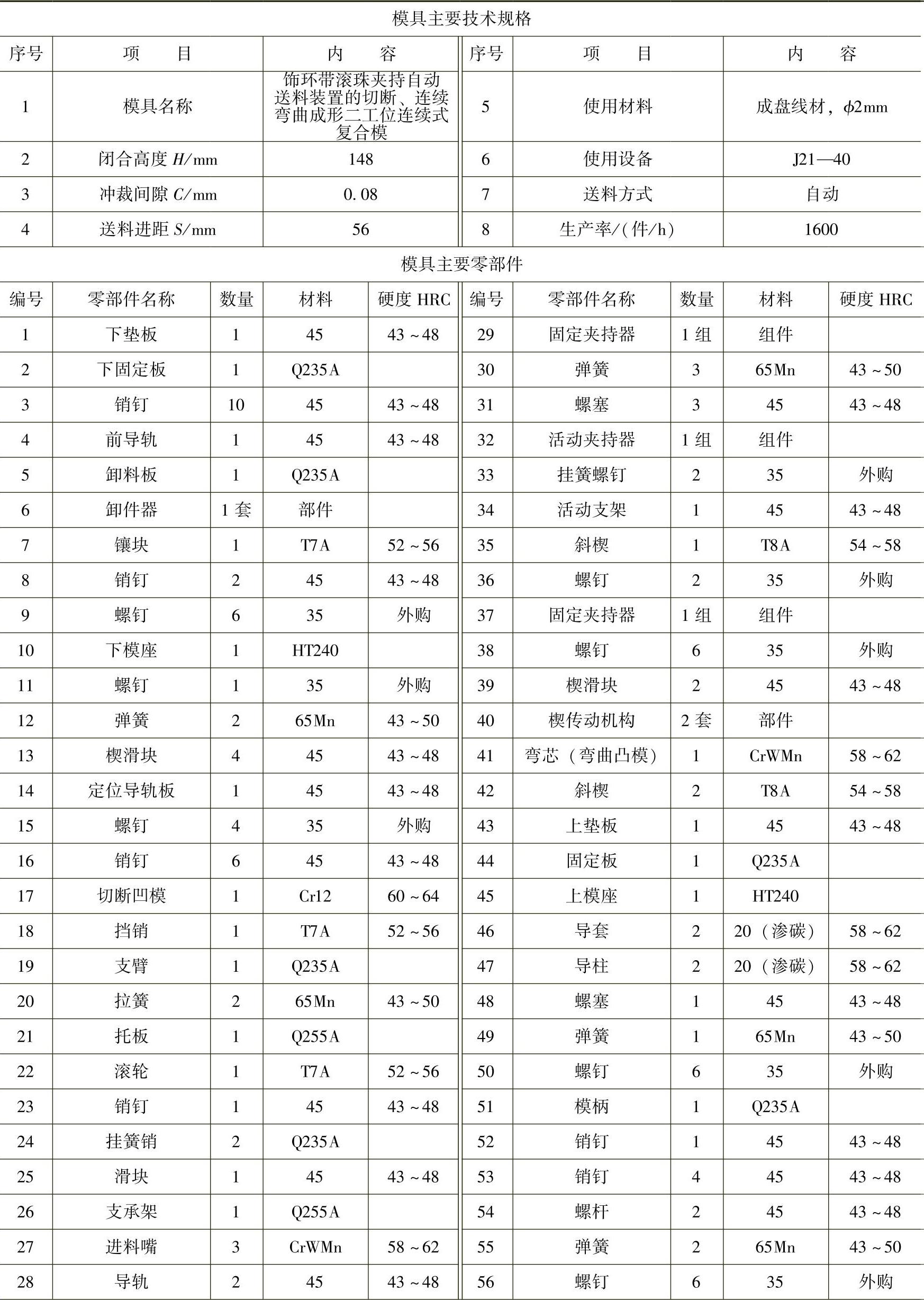
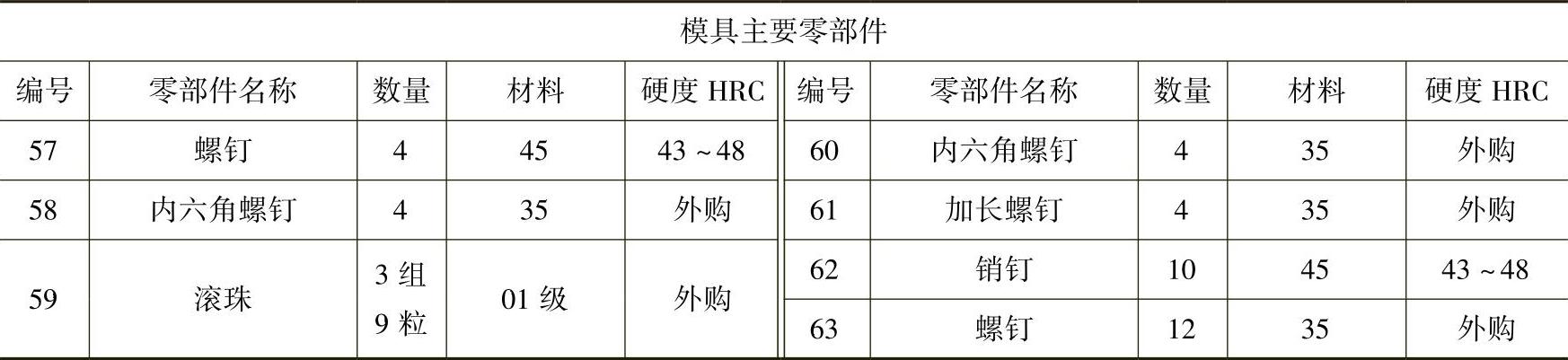
(2)模具主要技术规格及零部件(表6-25)
表6-25 模具主要技术规格及零部件
(续)(https://www.xing528.com)
(3)分析说明
图6-25所示冲压件为高档箱、包、皮带所用的具有装饰作用的矩形连接环,通常用10钢丝冲制后镀铬或镀铜,使用广泛。图6-25所示模具可用成盘ϕ2mmH62黄铜线材,在公称压力为400kN的开式双柱固定台压力机上自动连续冲制连续环。该冲模采用多组楔传动机构平面侧向施力横向冲弯,结构较复杂。其自动送料与冲压过程如下:
滚珠夹持自动送料装置是该冲模的主要组成部分。一对导轨28固定在托板21上。而托板21又通过支承架26固定在下模座10上。在两个导轨28之间,装有三组滚珠夹持器组件。其中,件29、37为固定的,件32为活动的。这些夹持器内均装有一个内锥面套。进料嘴27装在三个夹持器的内锥面套内,构成能装3粒滚珠59的保持架。内锥面套的锥面作用于滚珠改变3粒滚珠的表面间隙使之能夹住或松开穿过进料嘴线材,完成送料动作。夹持器内均装有弹簧30压住进料嘴,其位置及压力大小均由后边螺塞31调节。活动夹持器可沿导轨28左右滑动并通过滑块25与活动支架34连接,其动作则靠支架34上的滚轮22接受上模上装的斜楔35的斜面推动,而滑块的复位则靠拉簧20。
冲模开启,斜楔35逐渐脱离滚轮22,活动夹持器32在拉簧作用下随着滑块由左向右移动,夹持器中的内锥面套的锥面推移滚珠,缩小滚珠之间的间隙将铜丝夹紧送向右前方一个进距S=56mm直到活动夹持器被挡销阻挡为止;冲模闭合,上模向下带着楔35逐渐推动滚轮22,使活动夹持器内滚珠松开线材,向左空移一个送料进距,同时固定夹持器夹紧铜丝不动。冲模顺利合模冲压。冲模开启,便开始又一个上述动作的循环。
ϕ2mm黄铜丝用滚珠夹持自动送料装置送入模后,由定位导轨板14定位。当合模冲压初始,上模下行,弯曲芯子41先插下模匹配模孔中成为工件弯曲中心。接着,后部两个相同的楔传动机构40分别推动对其配套楔滑块39向着铜丝横向冲压,实施切断弯曲成 形。此时,两个楔滑块39停止滑动并压紧已弯成
形。此时,两个楔滑块39停止滑动并压紧已弯成 形的坯件。接着左右两斜楔42启动,分别推动其匹配的楔滑块13,围着弯芯41在同一平面沿轴线对
形的坯件。接着左右两斜楔42启动,分别推动其匹配的楔滑块13,围着弯芯41在同一平面沿轴线对 形的坯件实施相向对称侧弯,完成该弯曲件的自动冲制。冲模开启,上模回程上升,实施横向冲弯的4个斜楔都随上模上升与各自匹配的楔滑块脱开,在双作用楔及弹簧55、12的分别作用下,4个楔滑块均按程序复位。凸模弯芯41上升会连同贴在弯芯上的工件一同提起,卸料板5下面的卸件器6利用自身斜面使弯曲件脱离弯芯41,并利用卸料板刮下弯曲件,由卸件器6利用弹簧49将弯曲成品件弹入模旁的零件箱中。
形的坯件实施相向对称侧弯,完成该弯曲件的自动冲制。冲模开启,上模回程上升,实施横向冲弯的4个斜楔都随上模上升与各自匹配的楔滑块脱开,在双作用楔及弹簧55、12的分别作用下,4个楔滑块均按程序复位。凸模弯芯41上升会连同贴在弯芯上的工件一同提起,卸料板5下面的卸件器6利用自身斜面使弯曲件脱离弯芯41,并利用卸料板刮下弯曲件,由卸件器6利用弹簧49将弯曲成品件弹入模旁的零件箱中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。