



【摘要】:用图6-24所示切断、打扁、弯曲三工位连续式复合模,使用成盘黄铜丝,在公称压力为100kN的J12—10型开式单柱活动台压力机上冲压,用滚珠夹持式送料装置,自动送料,可以实现优质、高产、低消耗,并且操作安全、劳动强度低。此时件17上的滚珠与线材打滑,件7上的滚珠卡紧线材阻止后退,同时由件1完成打扁,由件32完成切断、弯曲工件。图6-24 焊柄用滚珠夹持线材自动送料的打扁、切断、弯曲三工位连续式复合模表6-24 模具主要技术规格及零部件
(1)模具图(图6-24)
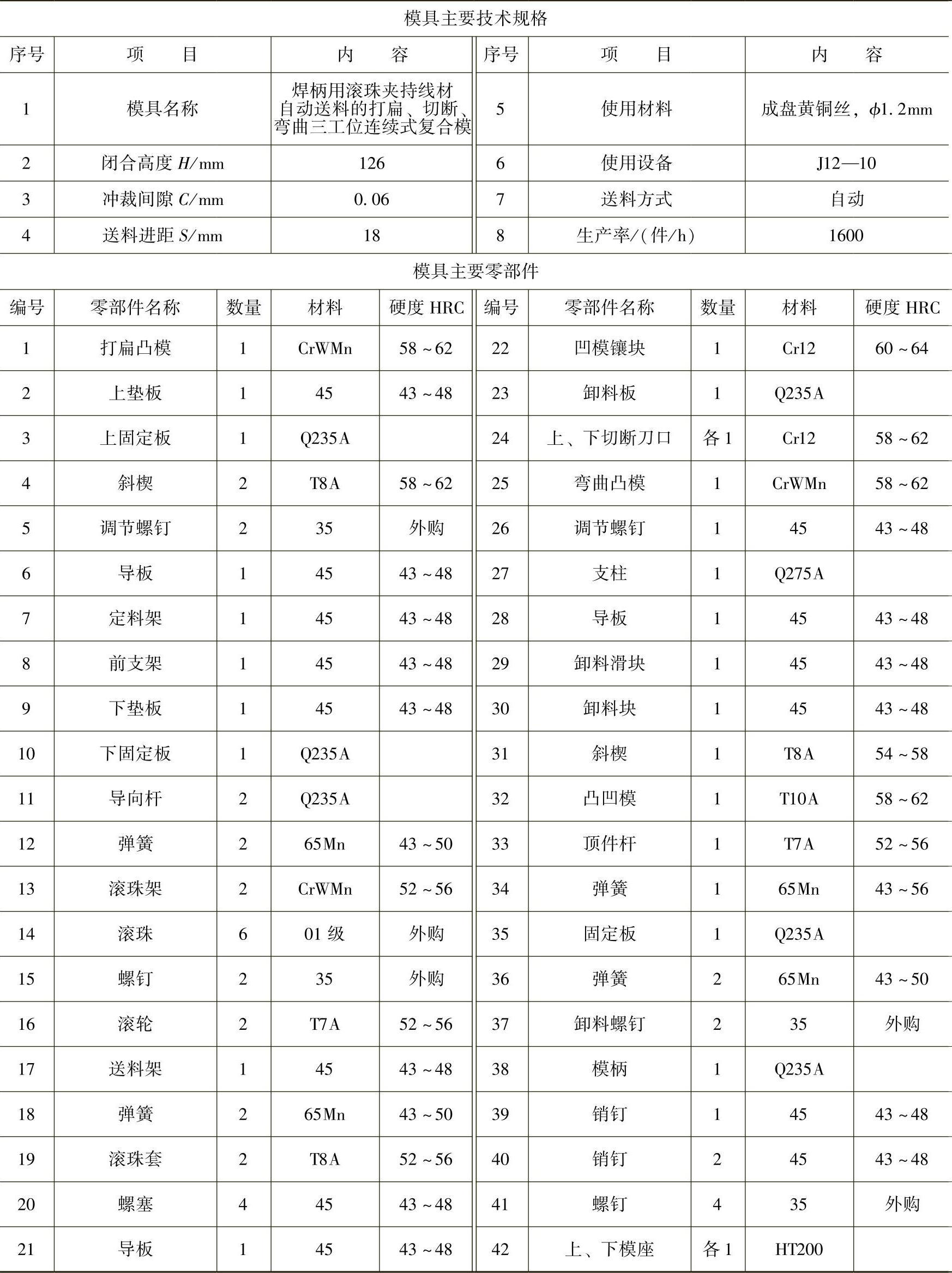
(2)模具主要技术规格及零部件(表6-24)
(3)分析说明
用黄铜丝冲制的专用异形焊柄,实际上是一种黄铜丝弯曲件,见图6-24中的冲压件图。其特点是黄铜丝很细(仅ϕ1.2mm),外形虽不复杂,但尺寸很小,宽×高=10mm×4.7mm,打扁余下厚度仅0.6mm,冲压难度较大。
用图6-24所示切断、打扁、弯曲三工位连续式复合模,使用成盘黄铜丝,在公称压力为100kN的J12—10型开式单柱活动台压力机上冲压,用滚珠夹持式送料装置,自动送料,可以实现优质、高产、低消耗,并且操作安全、劳动强度低。该冲模的结构特点及运作过程如下:
该模具结构设计由滚珠式夹持自动送料机构来完成自动送料。进距由件4控制。件4和件3的动作机构及其控制的动作要协调,以防止碰撞。
工作时,将线材通过件7和件17送至件25处,当上模下行时,件4推动件16使件17向后滑动一个进距。此时件17上的滚珠与线材打滑,件7上的滚珠卡紧线材阻止后退,同时由件1完成打扁,由件32完成切断、弯曲工件。工件留在件25上,当上模回升时,件29、件30在拉簧的作用下先复位,并由件30将成形工件推出模外,然后件17在件12的作用下复位,完成一个送料进距的送料工作。送料时,件17上的滚珠卡紧线材,件7上的滚珠与线材打滑。(https://www.xing528.com)
两个件5用于调节送料进距及调整由件4、件31所控制的动作的协调。
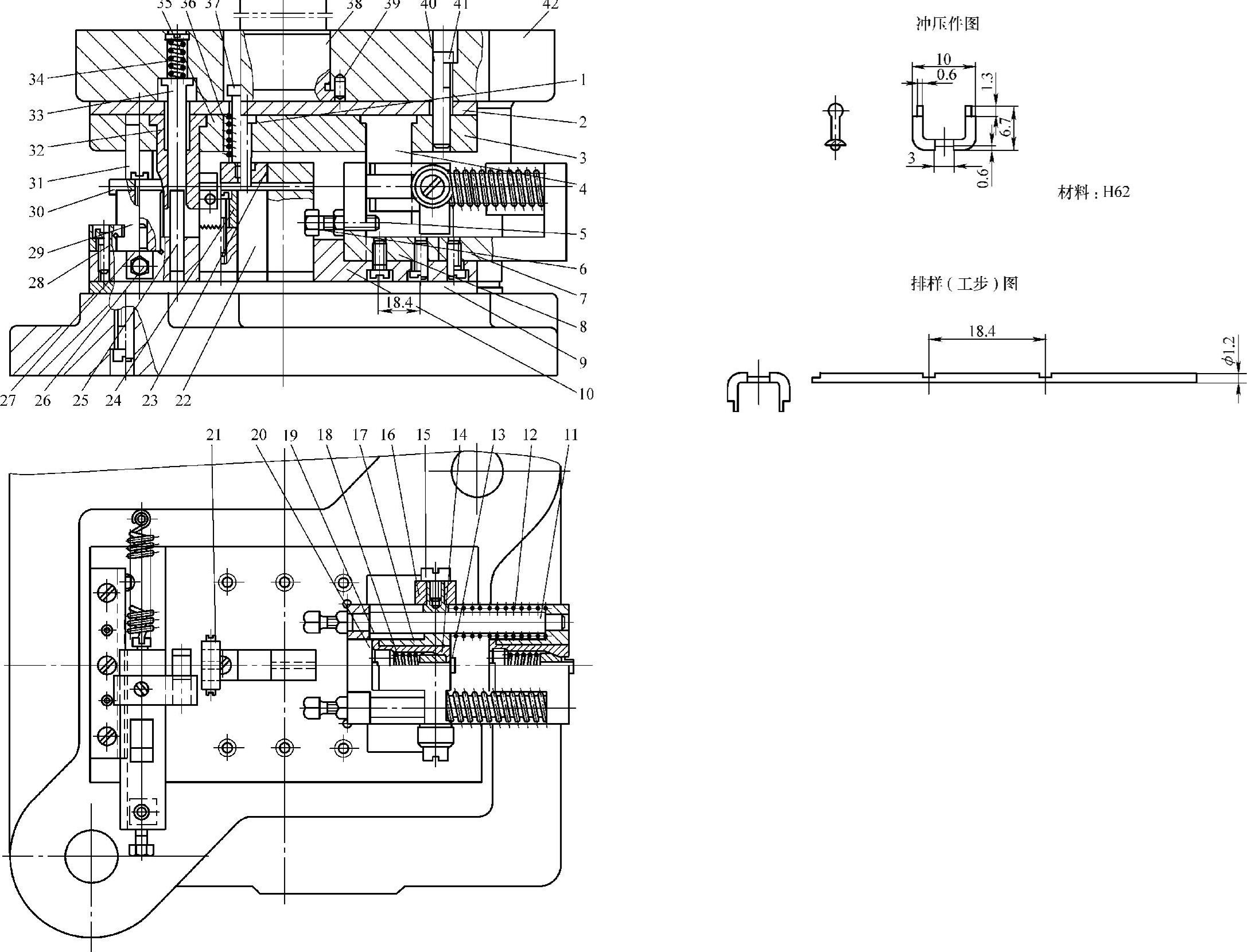
图6-24 焊柄用滚珠夹持线材自动送料的打扁、切断、弯曲三工位连续式复合模
表6-24 模具主要技术规格及零部件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。