



(1)模具图(图6-23)
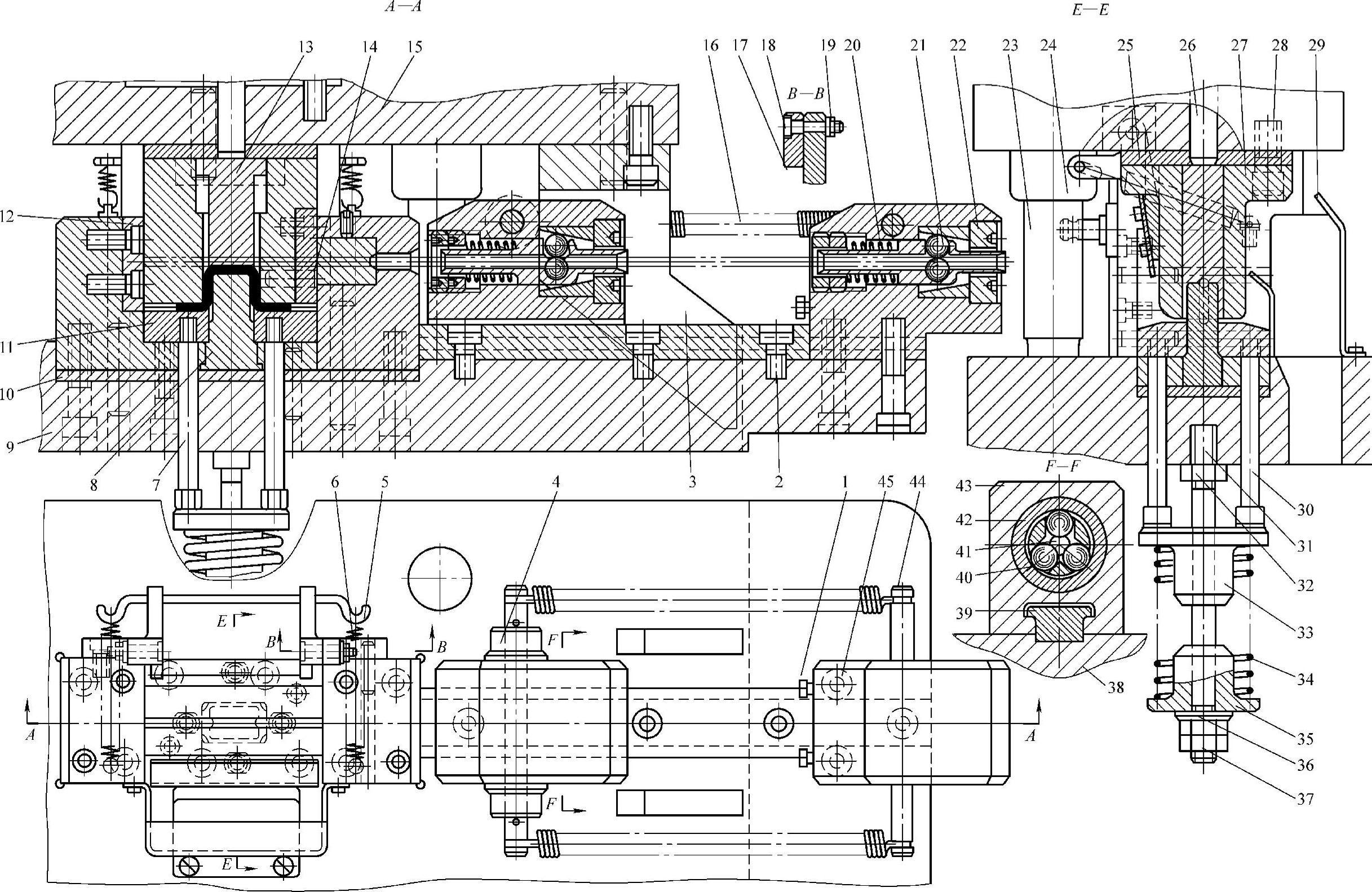
图6-23 弓架用滚珠夹持线材或棒料自动送进的切断、弯曲二工位连续式复合模
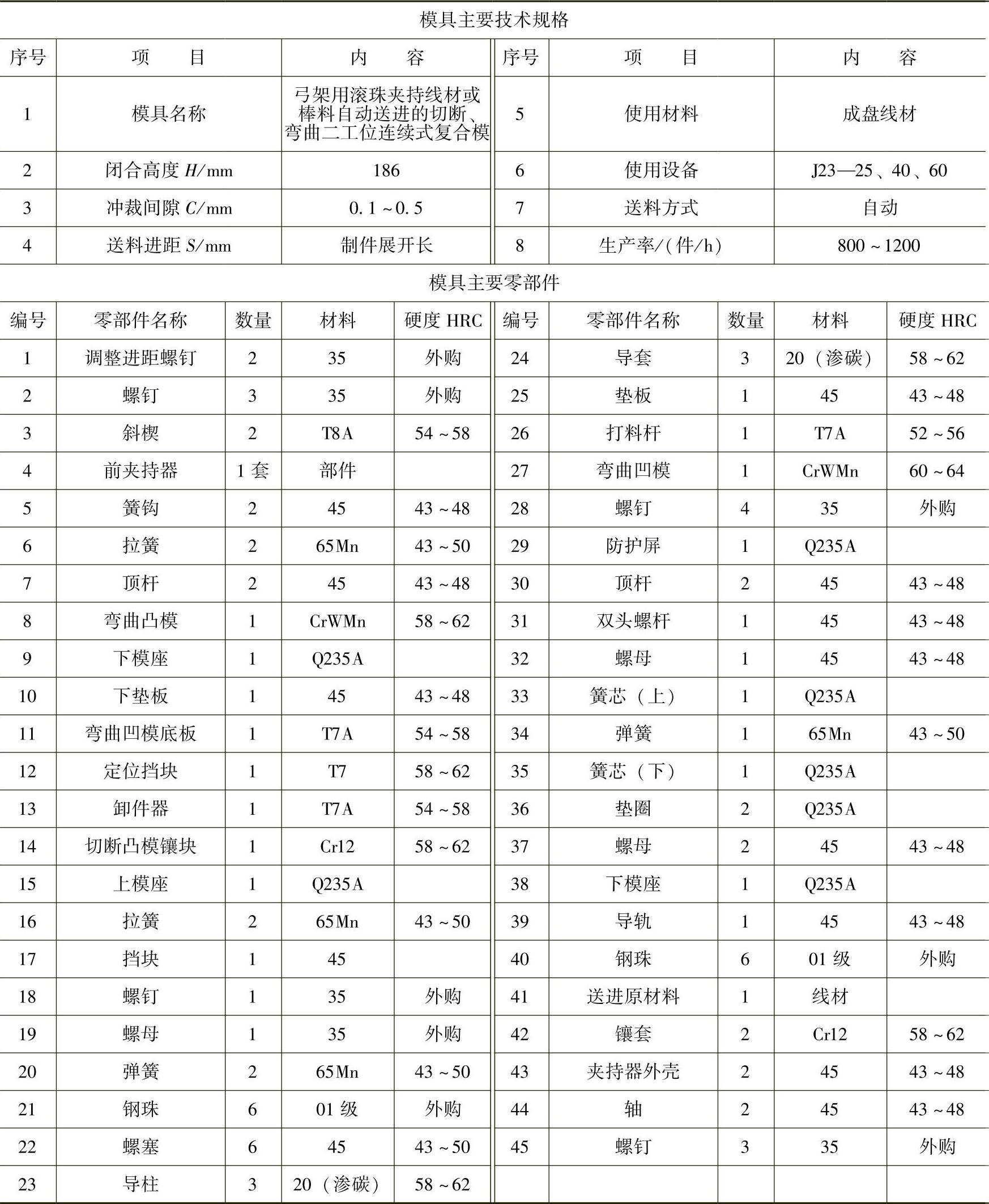
(2)模具主要技术规格及零部件(表6-23)
表6-23 模具主要技术规格及零部件
(3)分析说明
图6-23所示为线(棒)材用滚珠夹持器自动送进的线材或细棒料切断、弯曲成形二工位连续模。通常情况下,都采用成盘的线材,由手工将料头插入进料孔至要求长度即可连续自动送进,满足连续自动冲压的需要。(https://www.xing528.com)
预制构件的钢筋与各类型的冷冲压件使用广、数量大,用自动或半自动冲模冲制这些冲压件取代手工加工不仅安全、高效,而且质量稳定、一致性好、互换性强,发展与应用前景广阔。图6-23所示便是一个冲制弓架类线材弯曲件连续模实例。该冲模采用冲压工艺简单:切断、弯曲二工位连续冲压。为消减材料回弹,采用上、下模刚性接触的实体镦压校正弯曲。其自动送料及连续冲压的过程如下:
线材的料头,用开卷机或手工插入,由件20、21、22构成的滚珠夹持式送料器的后夹持器入料口螺塞22中心孔中,在冲模开启状态下,将线材料头由右向左送穿后夹持器进入并穿透用拉簧16与后夹持器联接构造相同的前夹持器4。后夹持器固定在下模座右旁专设平台上,其作用是校平线材,控制其不能后退。前夹持器4装在外壳43中,可在下部导轨39上左右滑动,其内部构造及夹持原理详见A—A与F—F剖视图。当上模下行合模冲压初始,楔3利用自斜面,推动件4的滚轮轴使前夹持器将拉簧16拉开,夹持器芯中压簧20被压缩。后夹持器钢珠与材料间隙放大,将料松开;前夹则相反,将料夹紧。楔3下行推动前夹持器向左移动一个进距,实施自动送料,楔回程后,拉簧16拉动件4复位。送进线材经切断工位切断凸模14切断后进行弯曲成形。
该冲模的结构特点如下:
1)采用加粗、加长导柱和加厚模座的三导柱非标准加强型模架,刚度大、动态稳定性更好。
2)使用三钢珠同一平面互呈120°布置并可垂直移动改变间隙,以夹紧线、棒原材料,沿横向由右向左移动,实施自动送料。结构简单而紧凑,使用可靠又安全。
3)当线材直径>10mm时,一般少有盘料供应,多为成条(根)棒料,使用该冲模结构应注意棒料事先校直与润滑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。