



(1)模具图(图6-22)
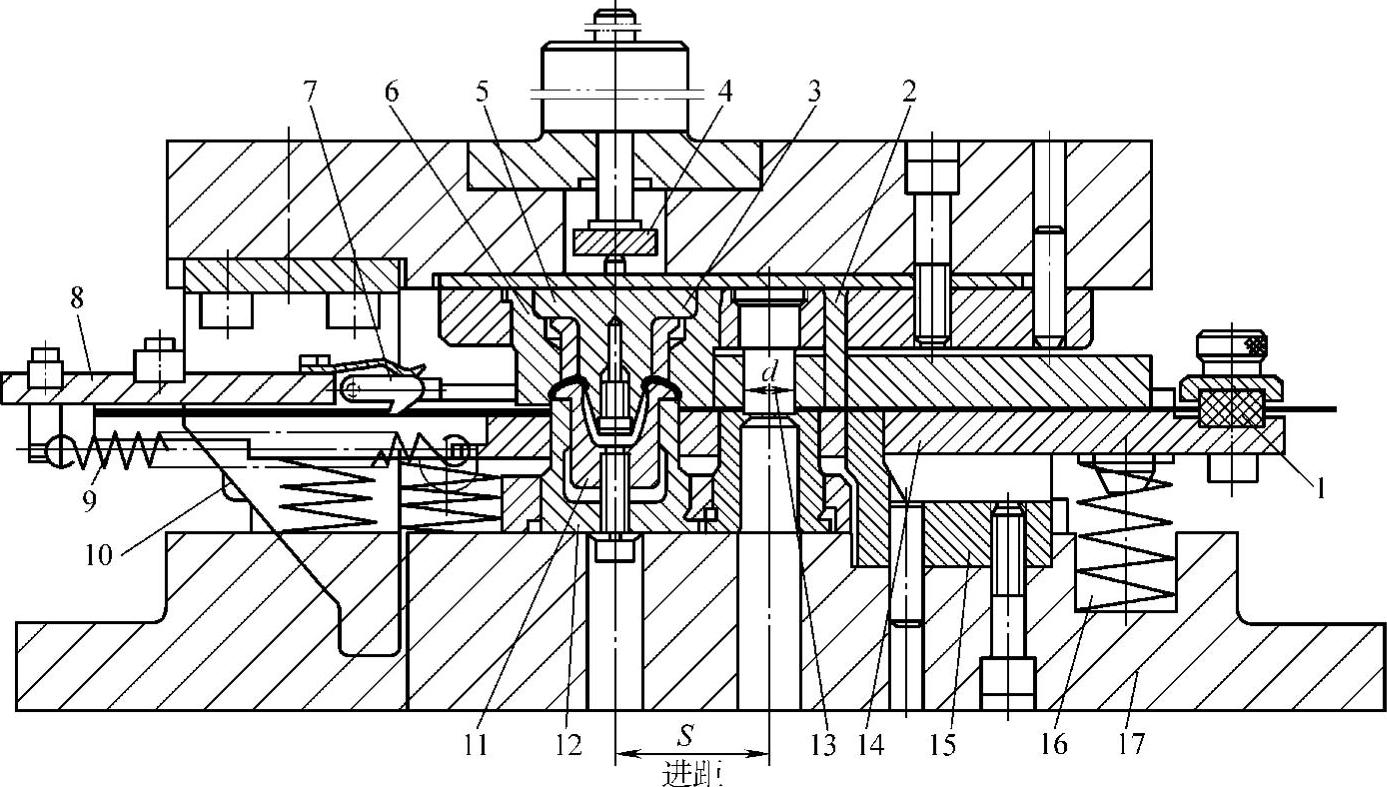
图6-22 罩壳带钩式自动送料装置的冲孔、翻边拉深并切边二工位连续式复合模
(2)模具主要技术规格及零部件(表6-22)
表6-22 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图6-22所示为罩壳带钩式自动送料装置的冲孔、翻边拉深并切边的二工位连续式复合模。能量检测、计量用机械仪表的罩壳形状大同小异,尺寸多为标准系列,类似图示罩壳,都用料厚t=0.5mm的08F、10F冷轧薄钢板冲制。当拉深件直径不超过30mm时,所使用带自动送料装置的冲模,大多采用图6-22所示结构;当制件拉深直径为30~60mm时,应采用合适工艺切口的连续拉深工艺;当拉深直径超过60mm时,一般都要采用单工序冲模,进行分序多模冲制。采用带料连续拉深工艺,拉深件高度应不超过直径的一半,否则,便不能用带料连续拉深成形。
图6-22所示罩壳冲孔、翻边、拉深、切边连续式复合模所冲制的罩壳是一个中心翻边的浅拉深零件,但要求无凸缘并切边。按冲压工艺,该冲模设计为两个工步:第Ⅰ工步冲孔;第Ⅱ工步进行翻边、拉深并切边。该冲模采用带料、装设有单作用驱动斜楔带动的钩式拉料送进系统,可以半自动连续冲压。
该冲模的冲压运作过程如下:
图6-22所示是冲模的闭模冲压状态。当冲模开启上模回程上升时,斜楔10与楔滑块8脱离,拉簧9拉动楔滑块8由左向右移动,装在楔滑块上的料钩7向右移动一个送料进距,片簧捱压料钩7进入搭边框。当上模下行合模冲压初始,楔10比凸模11及冲孔凸模都长,首先接触楔滑块8并将其向左推移一个送料进距,使料钩拉着带料由右向左移动一个送料进距,准备冲压。在完成第Ⅱ工位翻边、拉深并切边复合冲压的同时,第Ⅰ工位完成后续制件的冲孔工作。如此连续循环运作,实现自动连续冲压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。