



(1)模具图(图6-21)
(2)模具主要技术规格及零部件(表6-21)
(3)分析说明
图6-21所示簧架是用料厚t=0.5mm、料宽B=70.5mm的铍青铜带料,在J12—80型开式单柱活动台偏心压力机上,用图示滑动导向四导柱钢模架弹压导板用内藏插销式自动送料装置的切废、连续弯曲、切断十一工位连续式复合模成批和大量生产。按冲压工艺设计,该制件由两次切废裁搭边冲切外形、三次连续弯曲后再切开共计6个工步,冲模结构设计需要共计在6个连续冲压工步间设置5个空工位,总计共设11个工位,使该冲模成为6工步11工位自动送料多工位连续复合模。
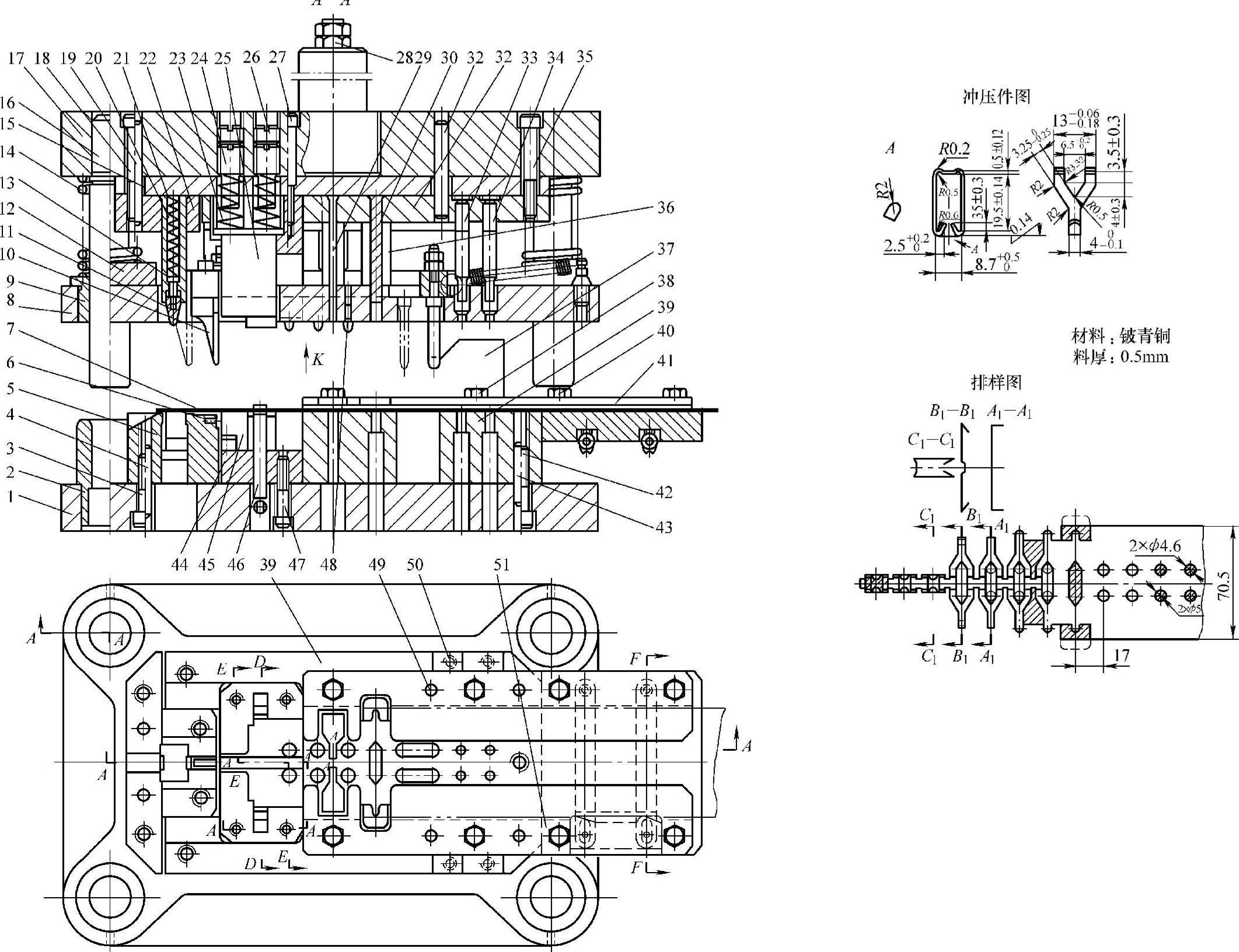
图6-21 簧架带内藏插销式自动送料装置的切废、连续弯曲、切断十一工位连续式复合模
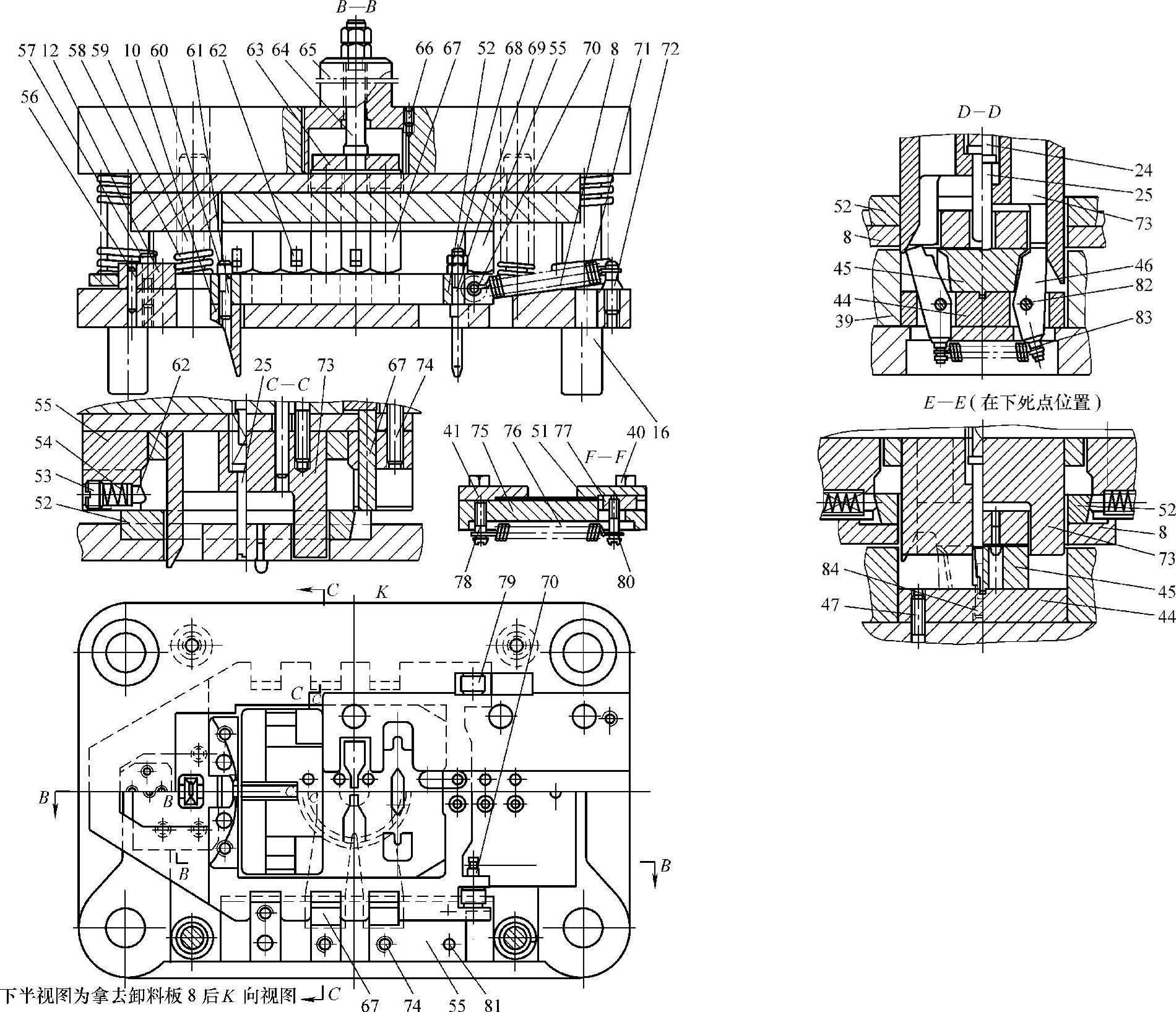
图6-21 簧架带内藏插销式自动送料装置的切废、连续弯曲、切断十一工位连续式复合模(续)(https://www.xing528.com)
表6-21 模具主要技术规格及零部件
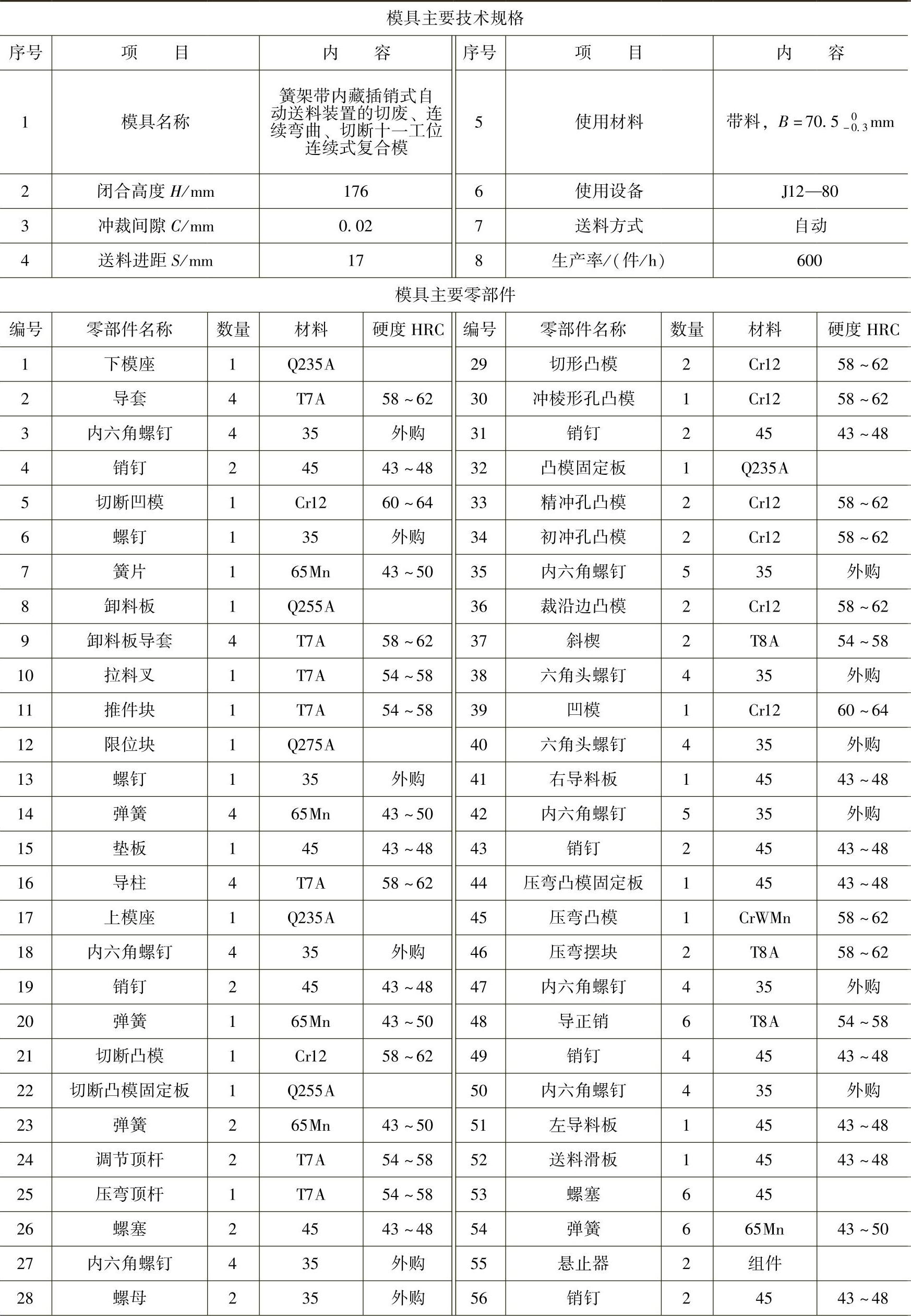
(续)

自动送料采用插销式,其结构与动作如下:弹簧卸料板8内装有一送料滑板52,送料滑板能在悬止器55和卸料板间滑动。送料滑板上装有一对送料插销69和一拉料叉10。上模下行时,送料插销插入条料的两工艺孔内,拉料叉也插入第十工位的料孔内。上模继续下行,送料滑板上的滑轮79与下模的斜楔37的斜面接触,使送料滑板向前滑动,进行送料。当料被送至一进距后便停止,此时送料滑板两侧的凸部正与悬止器55上的凹槽相对应,弹簧卸料板8压住条料,而上模继续下行,送料滑板被压入悬止器内,与此同时进行冲压工作。当送料滑板被压入悬止器内后,装在悬止器上的控制块62在弹簧54作用下支承住送料滑板(见E—E剖视图),冲压完毕,上模上行,卸料板8在弹簧14、58作用下弹出卸料,而送料滑板52被控制块62所支承仍留在悬止器55上不动。而上模继续上行时,拉料叉及送料插销均脱离开条料(导料板41、51起卸料作用),等到上模打杆64触碰压力机上的横梁后,打杆通过推板63及4根推销67将送料滑板推下,而在弹簧71作用下,送料滑板退回原位由限位块12定位,待待下一次送料。
这种送料方式的优点是:条料送进时前后被拉直,各工位传送准确,消除了工序间料被推弯(特别对薄料)或送偏的现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。