



(1)模具图(图6-13)
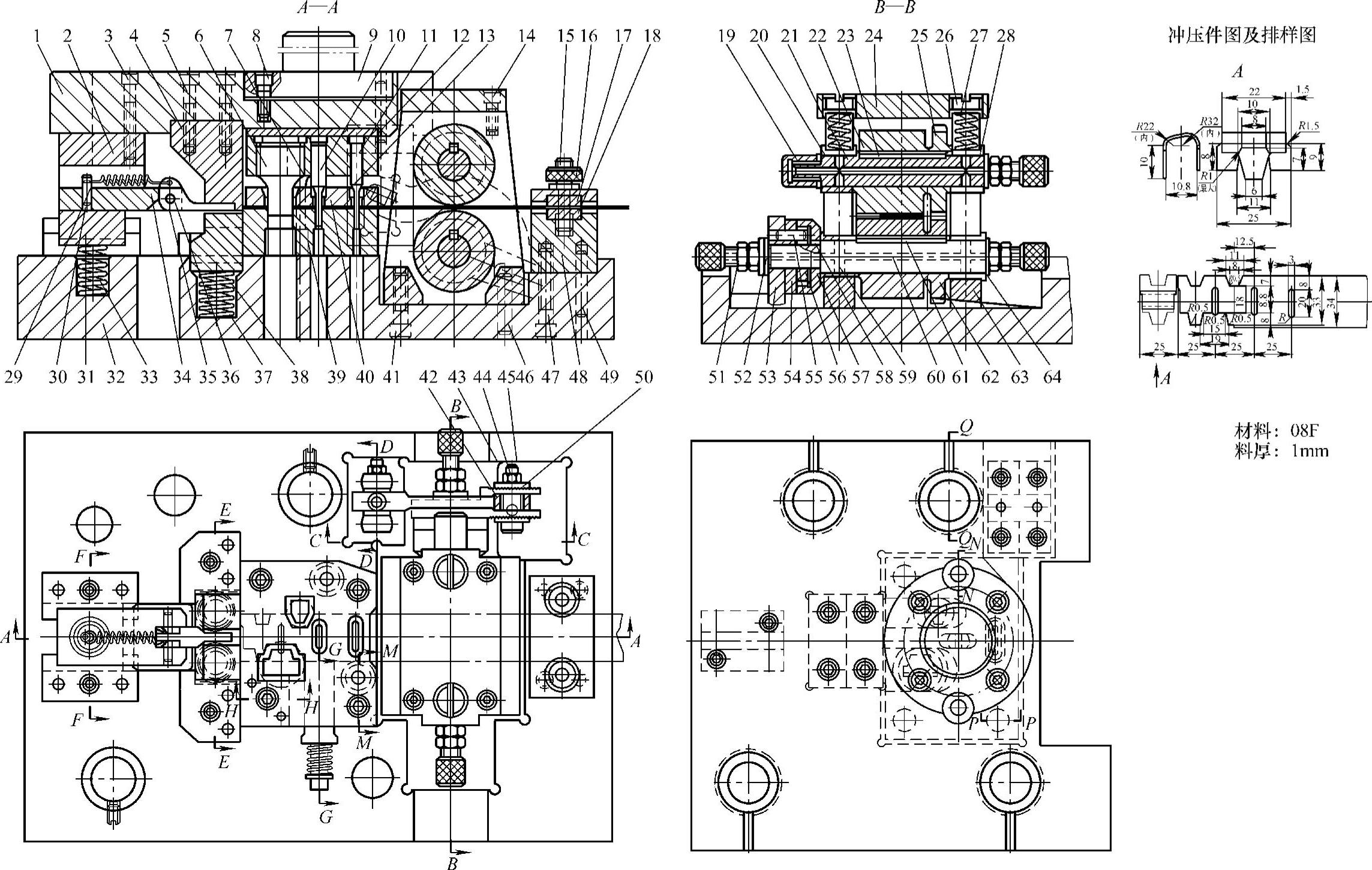
图6-13 卡扣带单边辊式自动送料装置的冲槽、切形、弯曲四工位连续式复合模
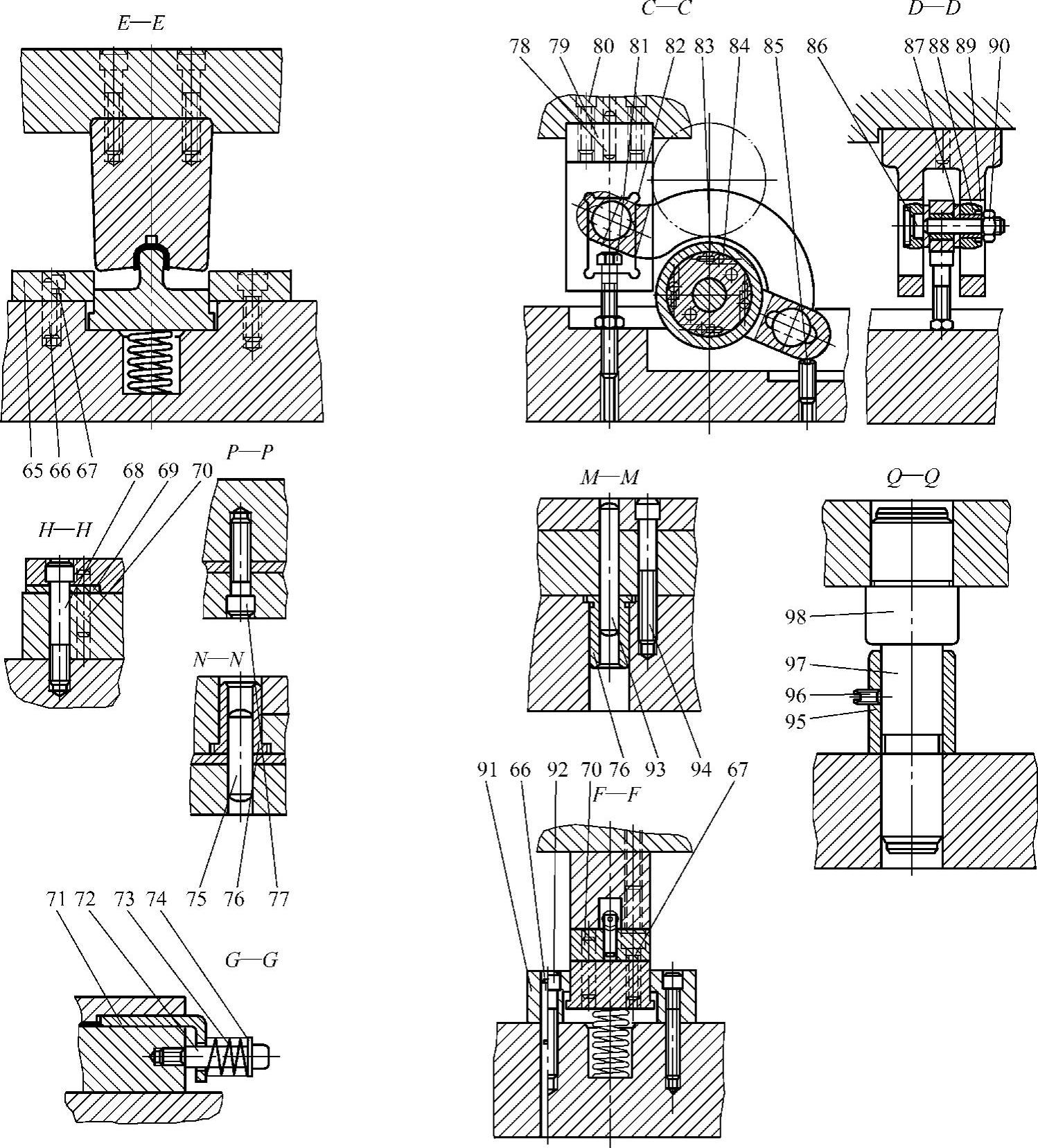
图6-13 卡扣带单边辊式自动送料装置的冲槽、切形、弯曲四工位连续式复合模(续)
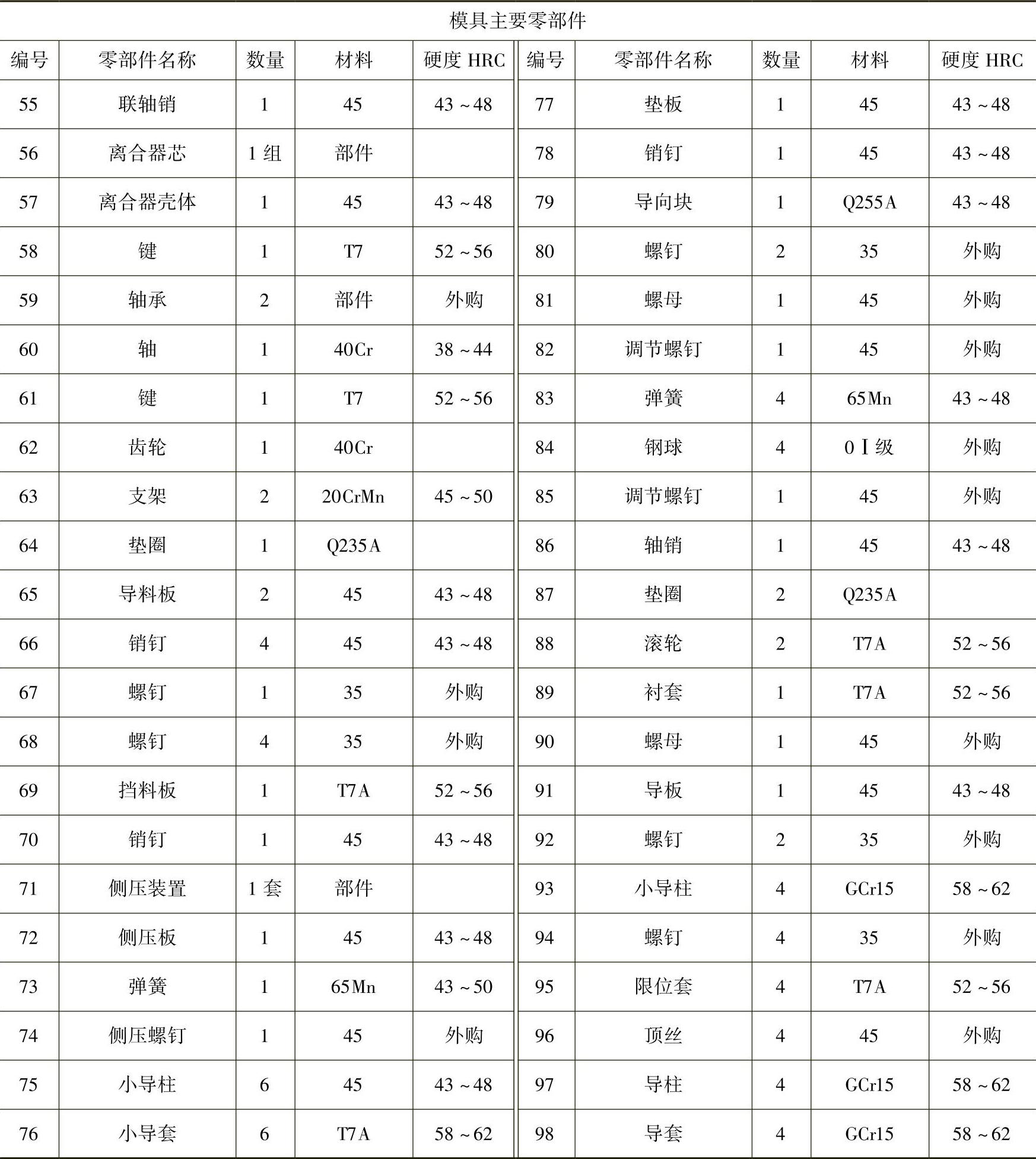
(2)模具主要技术规格及零部件(表6-13)
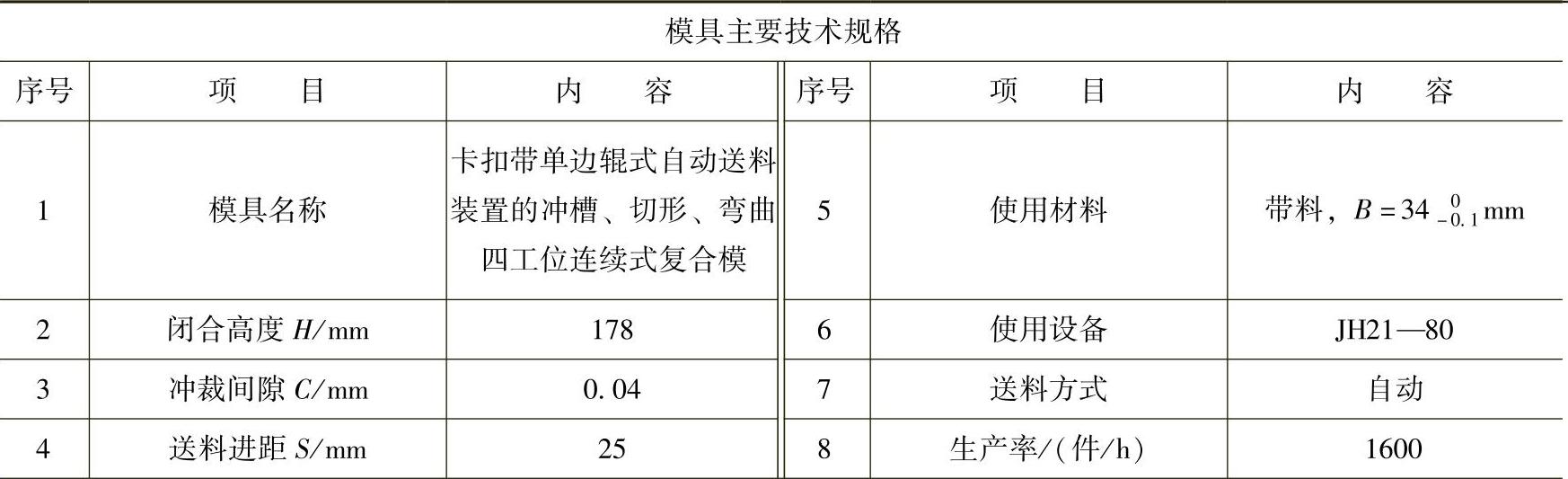
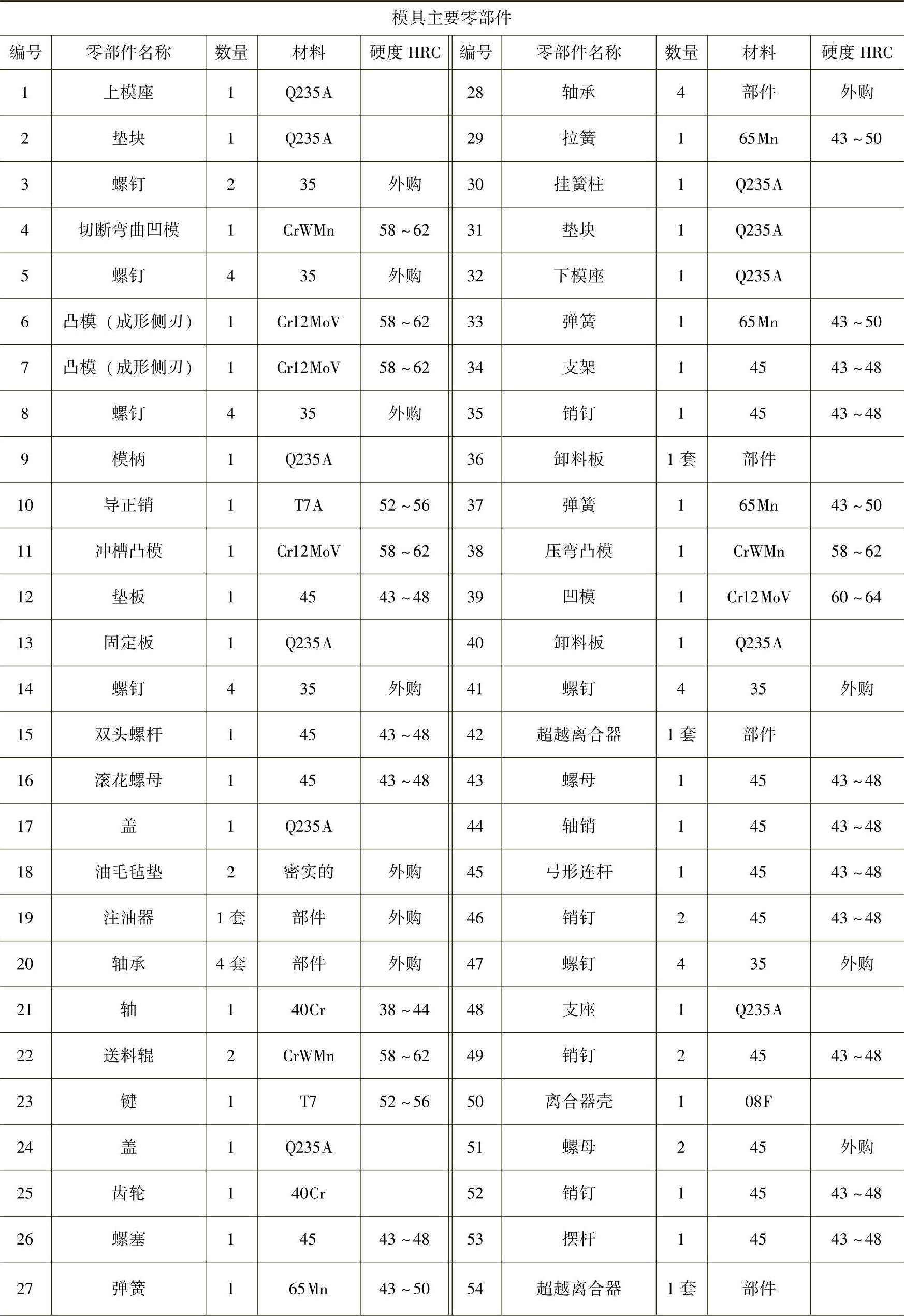
表6-13 模具主要技术规格及零部件
(续)
(续)(https://www.xing528.com)
(3)分析说明
图6-13所示为卡扣带单边辊式自动送料装置的冲槽、切形、弯曲四工位连续式复合模。该冲压件是一个两弯边不等、展开外形复杂的类U形弯曲件。冲压工艺采用裁搭边切废最后弯曲成形的四工步多工位连续冲压一模成形的高效工艺。
模具的冲压运作过程是:卷料由一对送料辊22自动送料,第Ⅰ工位由凸模11冲槽;第Ⅱ工位有侧压块71压料,由导正销10插入槽中定位,凸模7冲后侧缺口;第Ⅲ工位由凸模6冲前侧缺口,并起侧刃作用,以后送料均由挡料板69(见H—H剖视图)挡料;第Ⅳ工位先由压弯凹模4将料切断然后压弯成形。由于弯曲回弹,弯件将会留在凹模内,这里采用活动卸料板36插进凹模4的槽内,凹模上行,卸料板便把弯件卸下,并在料的继续送进中把卸下的弯件推入下模座的孔中漏下。
活动卸料板36的结构与动作是:一支架34以螺钉67、销钉70固定在垫块31上,垫块31下有弹簧33作用,垫块上下活动靠导板91导向,卸料板36以销钉35铰接在支架上,平时由拉簧29张紧,使卸料板保持水平位置。凹模4内开有一槽以容纳卸料板,压弯时,凹模4与装在上模座的垫块2同时下行,当凹模接触卸料板,垫块2即压住支架,使卸料板与凹模同步下行。上模上行,垫块31与压弯凸模38在弹簧33与37作用下被顶起,但当垫块被导板91限位后便停止,而凹模继续上行,于是弯件即被卸料板卸下。
辊轴送料装置的结构与动作是:一对支架63固定在下模座上,在支架上装有轴21和60,一对辊轴22分别和齿轮25、62以键23、61一起紧固在两轴上,轴60又以键58紧固一单向机构(由件54、55、56、57、83、84组成)。轴60上还装有一摆杆53,摆杆一方面以柱销55与单向机构连固,另一方面以轴销44与弓形连杆45铰接,弓形连杆的另一端以轴销86铰接了一对滚轮88,装在上模座的导块79上。
冲压完毕,导块79先上行一段空程,当压弯凹模上行离开凸模后,导块的槽孔底才提拉滚轮88(见C—C和D—D剖视图)带动摆杆53逆时针转动,单向机构接合,使轴60逆时针转动。又因齿轮62与25啮合,使轴21顺时针转动,因而两辊轴22夹紧料向左送进,直到上模上行到上死点为之。上模下行,导块同样也先行一段空程,然后导块的槽孔顶面压住滚轮88,通过弓形连杆带动摆杆顺时针转动,但单项机构的滚子松开,因而套环并不反转,辊轴22与料均停止不动,以待冲压。冲压完毕,重复上述动作。
辊轴22夹料的松紧,可用螺塞26来调节弹簧27的压力。送料进距大小,可调节轴销44在摆杆53上的位置,并且调节螺钉82、85定位。
该模具还采用了一对油毛毡18自动对带料涂油润滑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。