



(1)模具图(图6-11)
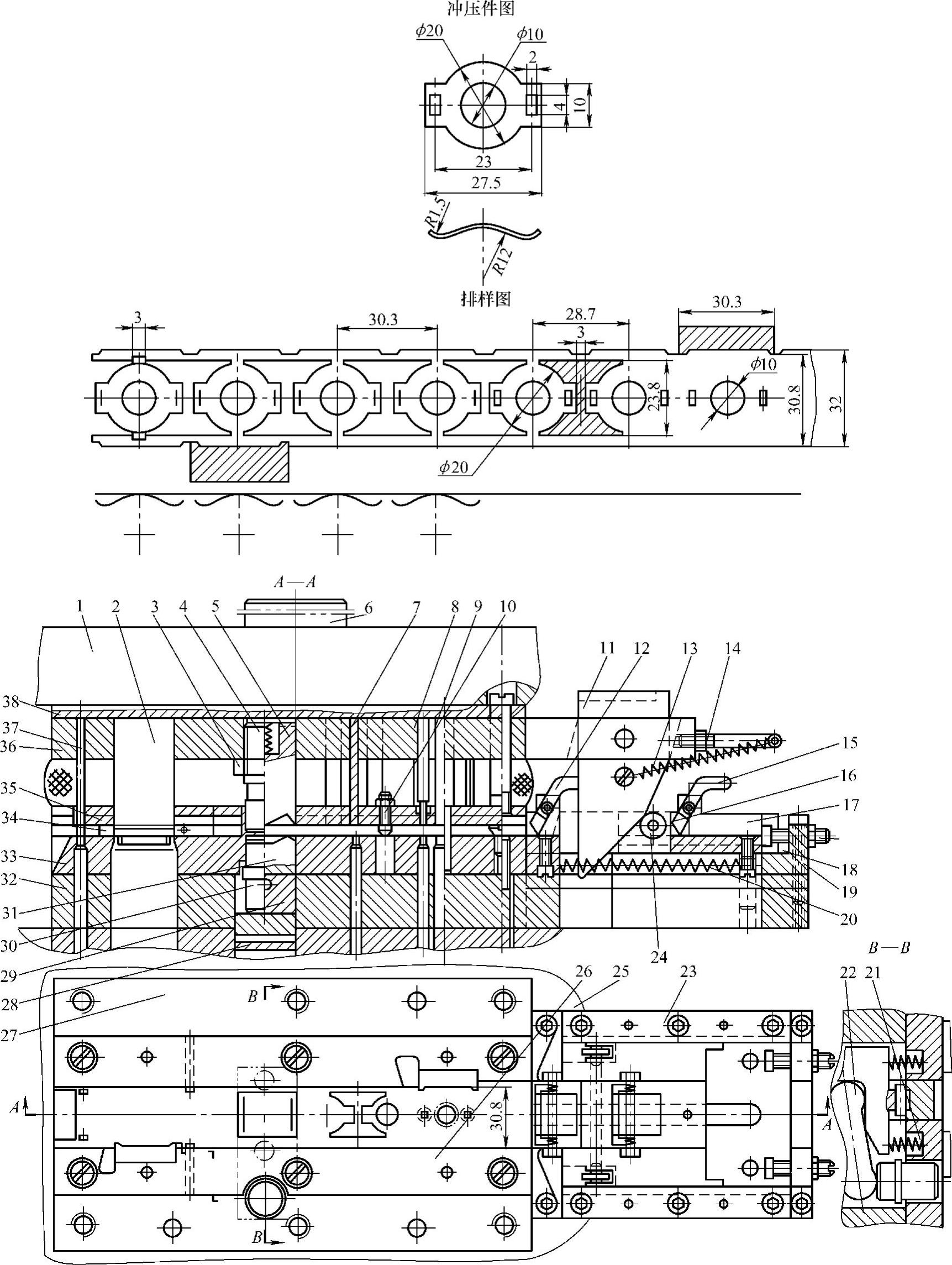
图6-11 压簧带夹持式自动送料装置的冲孔、切废、弯形、切断七工位连续式复合模
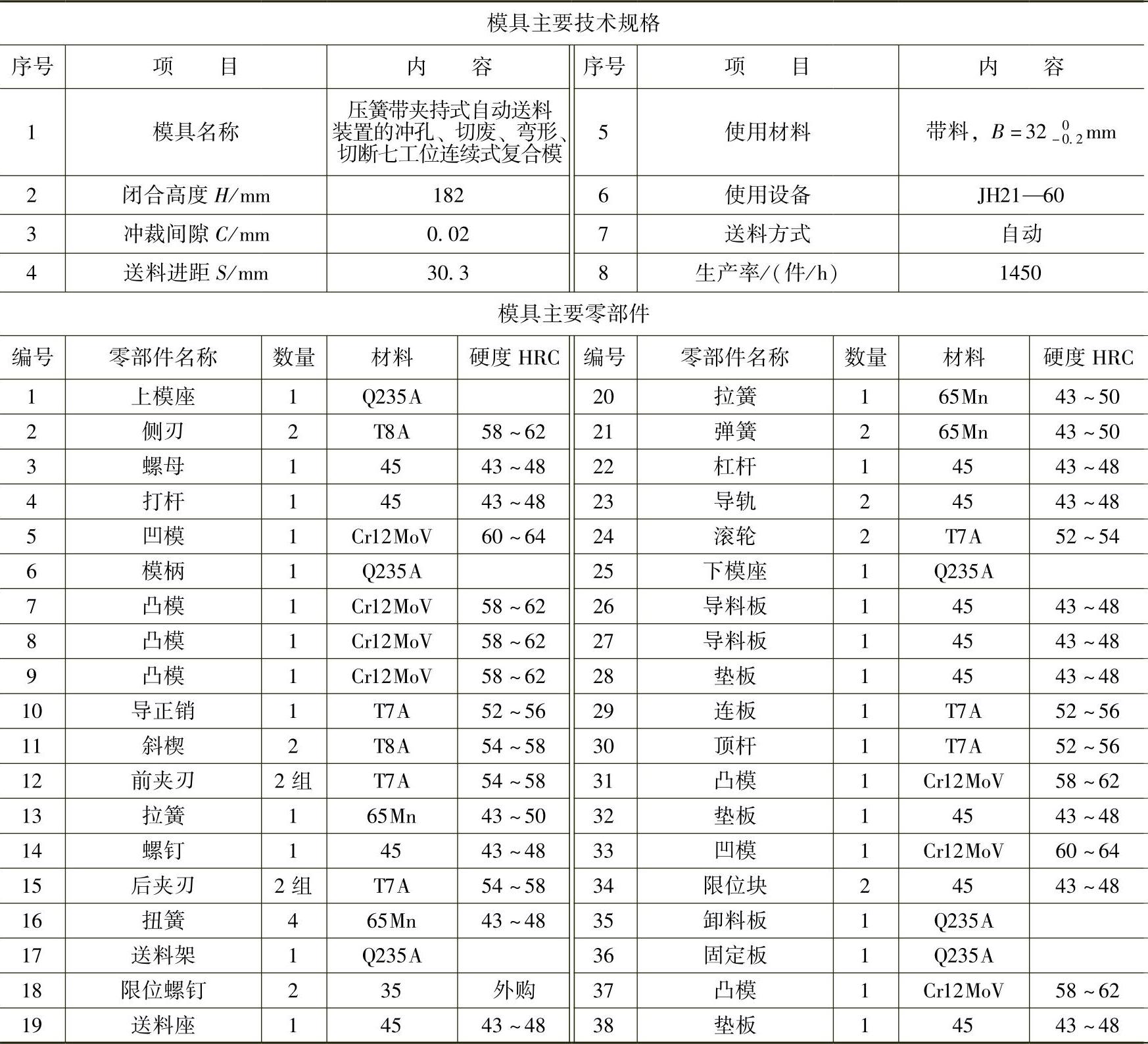
(2)模具主要技术规格及零部件(表6-11)
表6-11 模具主要技术规格及零部件
(3)分析说明
图6-11所示为冲制压簧的带夹持式自动送料装置的冲孔、切废、弯形、切断七工位连续式复合模。该冲模所冲制的压簧材质为锡青铜,料厚t=0.5mm。冲压工艺采用多工位连续冲压一模成形,共设7个工位,其冲压运作过程如下:(https://www.xing528.com)
第Ⅰ工位用侧刃侧切定位并冲两个方孔及ϕ10mm孔;第Ⅱ工位和第Ⅲ工位切废获得展开平毛坯的外形;第Ⅳ工位压弯成形;第Ⅴ工位空挡;第Ⅵ工位侧刃切边;第Ⅶ工位切断落料,完成压簧冲制。
该冲模采用平面夹刃式自动送料装置,通过用轴销连接在加长凸模固定板36上的单作用驱动楔11,在上模下行合模冲压时,用端头斜面推压滚轮24带动送料架17,使夹刃15向右后移,碰到限位螺钉18时,送料架停止移动,而夹刃在这个过程中打滑。上模继续下行,斜楔11会按图示虚线以轴销为中心,沿顺时针摆动,使夹刃12压牢带料,使冲模实施冲裁。当上模回程上升冲模开启时,斜楔11离开滚轮,送料架17由拉簧20拉动向左移动。此时,因斜楔11已由拉簧13拉回原位,故前夹刃12打滑,而后夹刃15在夹紧料以后,向左一个送料进距S=30.3mm,实现自动送料。
该冲模的结构特点如下:
1)采用一对凹式侧刃和匹配侧刃挡块构成的标准侧刃组,布置在由成对导料板构成的导料槽两边,全程控制送进条(带)料的送料进距。
2)采用摆动楔11,通过上模的合模与开启作业过程,使摆动楔11偏摆与复位,控制前后夹刃的松脱与夹料动作,实现准时自动送进。
3)第Ⅳ工位上模与下模实施接触镦压校正弯曲成形,消减回弹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。