



(1)模具图(图6-8)
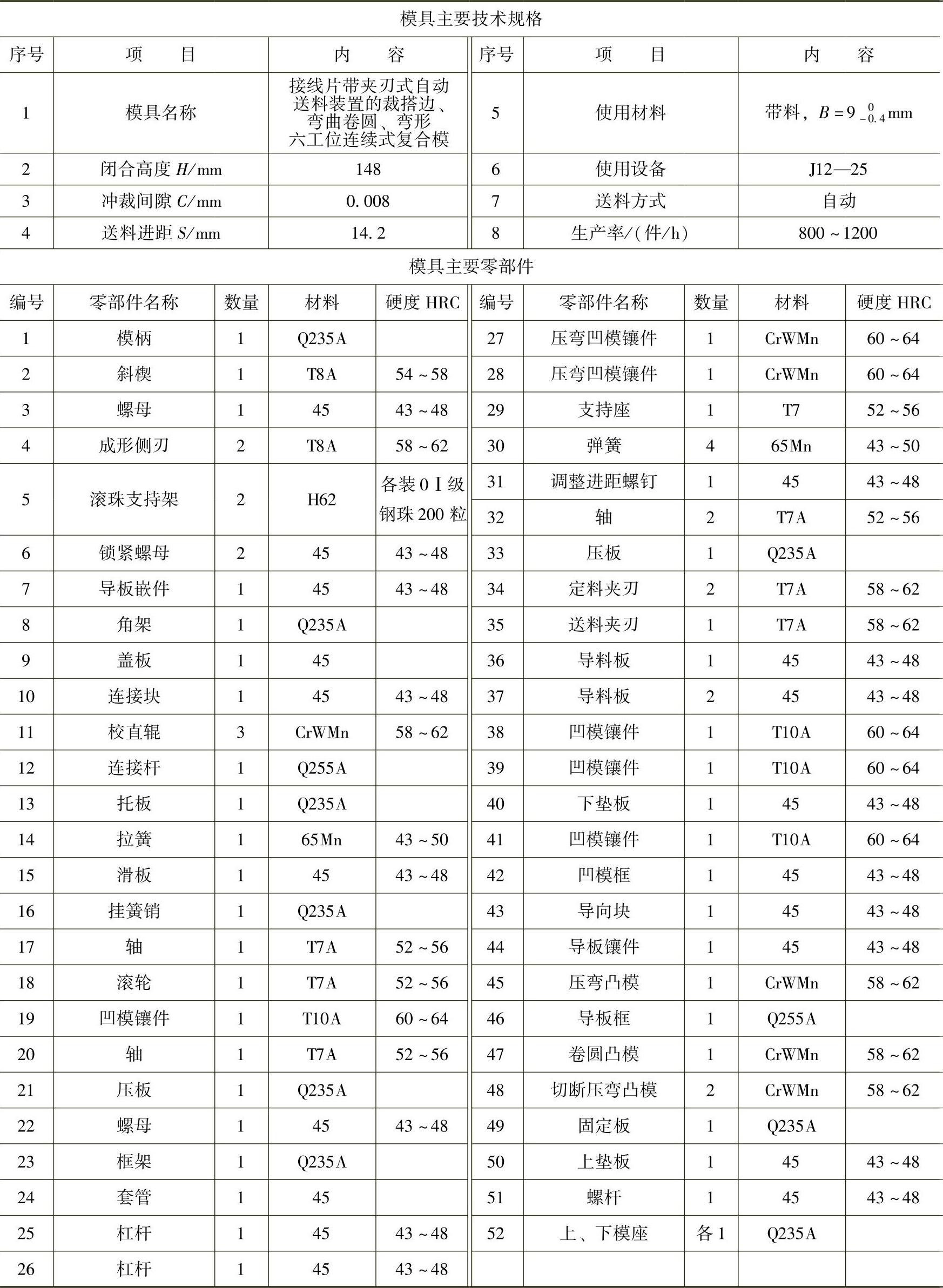
(2)模具主要技术规格及零部件(表6-8)
(3)分析说明
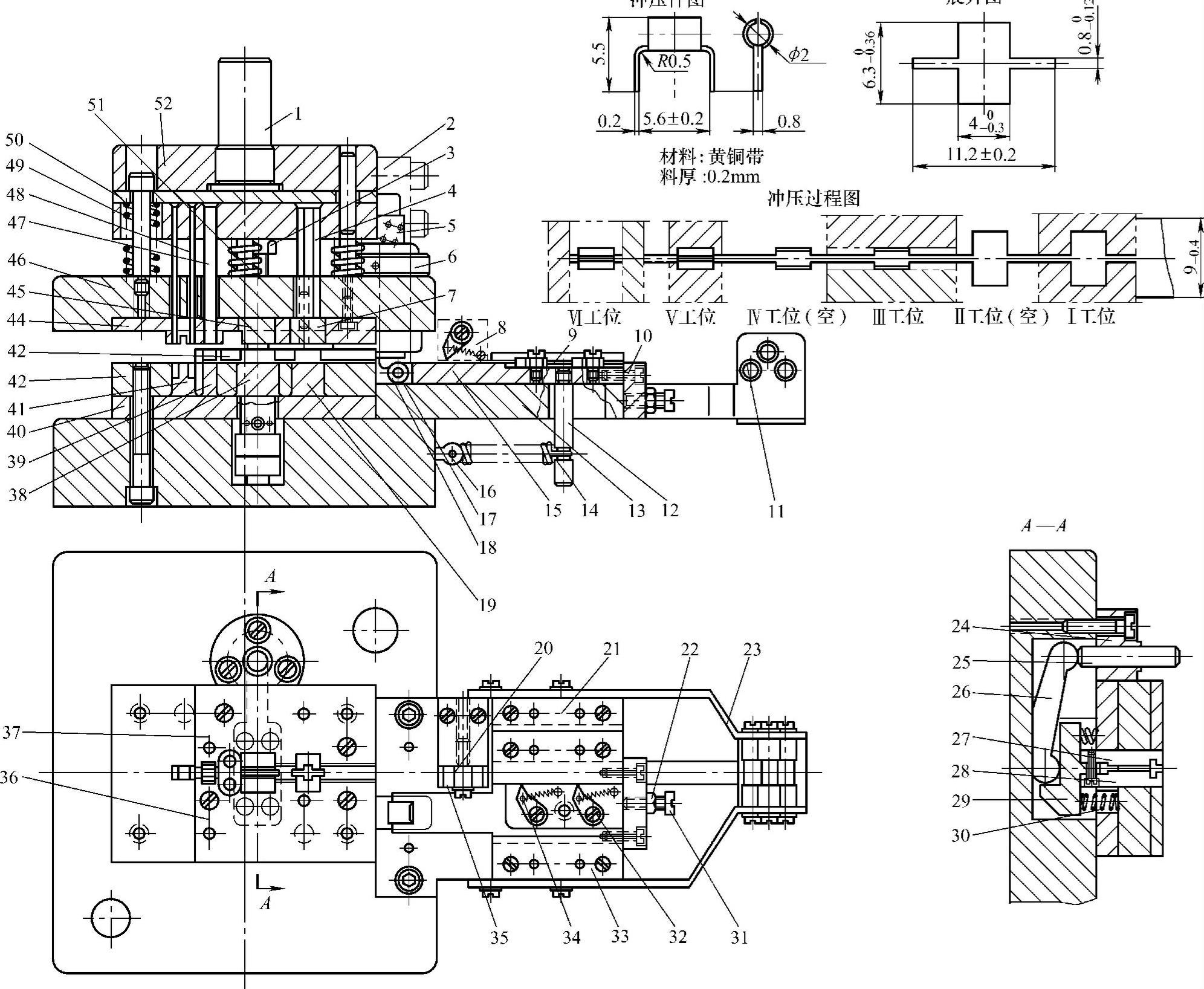
图6-8所示为接线片带夹刃式自动送料装置的裁搭边、弯曲、卷圆、弯形六工位连续式复合模。从图6-8的冲压件图中可以看出,接线片形状复杂而又料薄、尺寸小,用多工位连续模连续冲压一模成形,有一定难度。从其展开图中可以看出,其展开平毛坯为十字形,两边窄悬臂宽仅0.8mm,长近4mm,冲裁工艺性差。考虑上述不利的工艺因素,冲压工艺采用4工步6工位连续式复合冲压一模成形。其工位设置见图6-8中冲压过程图:
1)第Ⅰ工位:用成形侧刃,通过搭边和沿边的一次组合冲切,获得冲压件展开平毛坯的基本外形,仅留窄悬臂与原材料相连,用做携带平毛坯至后续各工位冲压加工的纽带。
2)第Ⅱ工位:空挡。为增加凹模壁厚和保证凸模在固定板上有足够的安装位置,这种冲模结构设计的需要应予满足。
3)第Ⅲ工位:将平毛坯弯曲成U形,为卷圆作准备。
4)第Ⅳ工位:空挡。
5)第Ⅴ工位:卷圆。
6)第Ⅵ工位:切断并弯 形复合冲压。
形复合冲压。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-8 接线片带夹刃式自动送料装置的裁搭边、弯曲、卷圆、弯形六工位连续式复合模
表6-8 模具主要技术规格及零部件
该冲模由斜楔2驱动的平面夹刃与侧面夹刃两组匹配的自动送料装置完成自动送料。其冲压运作过程如下:
工作时,先将条料送至件19处,以件36上的定位台阶定位。上模下行时第一步切去两边条料,同时,件2推动件18带动件15向右运动,此时件35卡紧条料,防止后退。当上模回升时,由件14将件15拉回复位,由件34卡紧条料向前送进一个步距。而件35此时与条料打滑。第二步空位,第三步弯U形,第四步空位,第五步卷圆,第六步切断、弯压成形工件。最后利用压缩空气将工件吹出模外。
该冲模的主要结构特点如下:
1)采用滚动导向滚珠对角导柱钢模架、弹压导板结构,模芯导向精度高。
2)模座、弹压导板、固定板等都予以加厚,导柱加粗、加长成为加强型模架。
3)采用平面夹刃、侧面夹刃两类夹刃组合实施自动送料,迅速而精准。
4)凹模按工位分割镶拼、组合拼接,以便于制模、修模及刃磨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。