



【摘要】:模具图模具主要技术规格及零部件图6-6 Ⅰ型焊片带夹持式自动送料装置的冲孔、落料二工位连续冲裁模分析说明图6-6所示为自动送料、自动连续冲压的冲孔、落料二工位连续冲裁模。2)双列错开排样,每列都安排冲孔、落料两个工步共两行4个工位。该冲模的主要结构特点如下:1)采用平面夹刃式自动送料装置。4)全部模板均采用标准整体式模板,包括固定板、卸料板、凹模板,以便成组加工。
(1)模具图(图6-6)
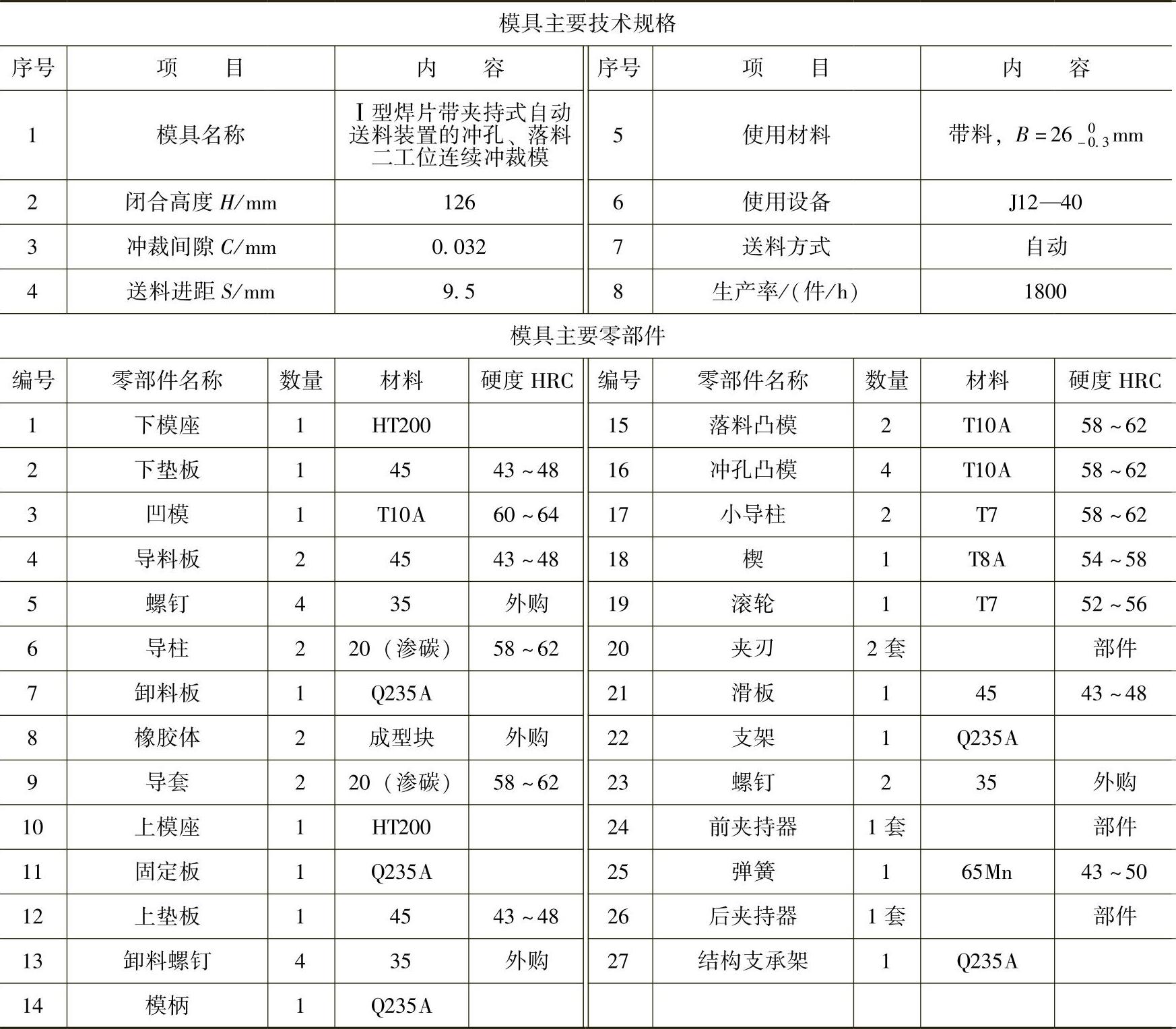
(2)模具主要技术规格及零部件(表6-6)
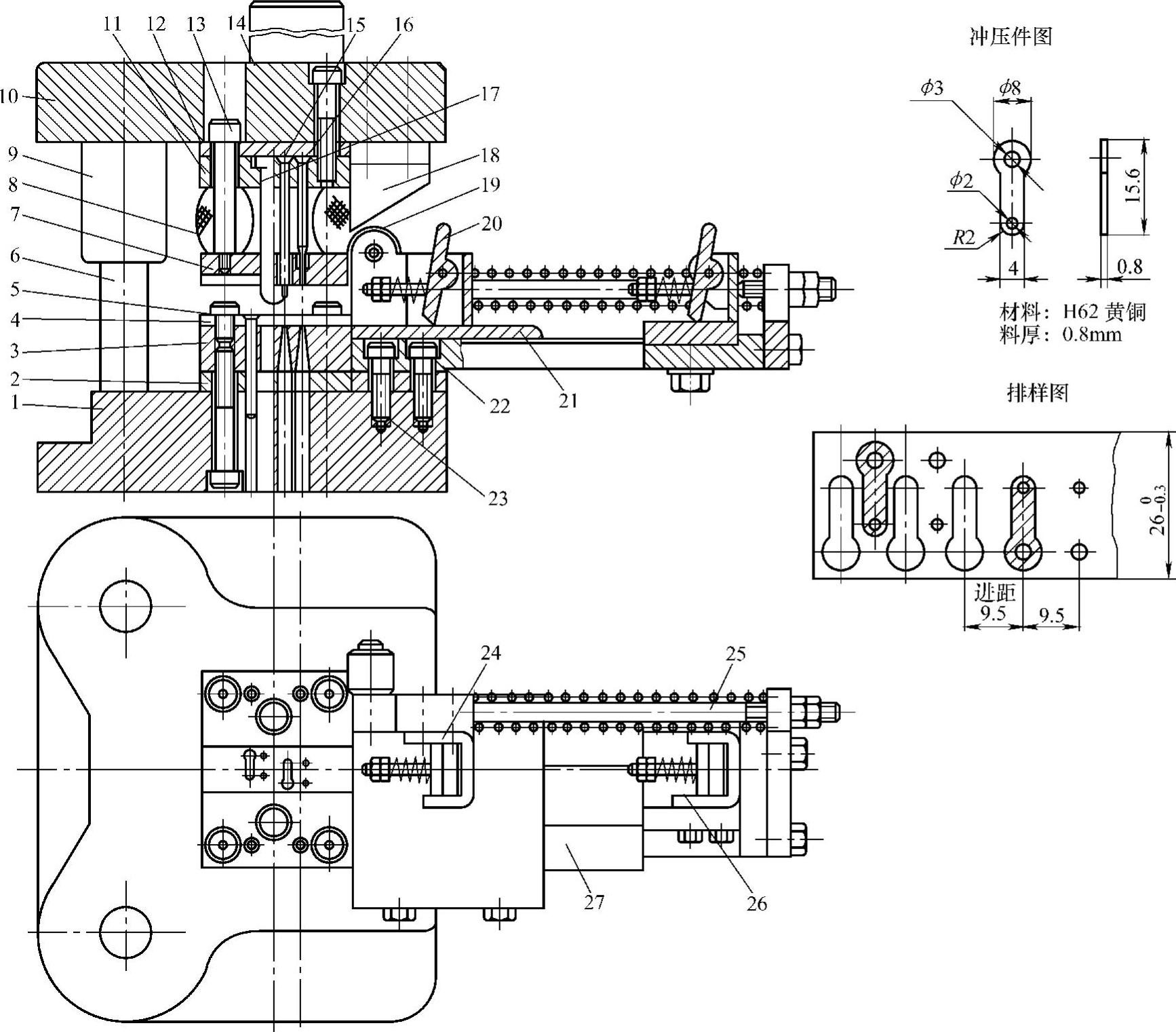
图6-6 Ⅰ型焊片带夹持式自动送料装置的冲孔、落料二工位连续冲裁模
(3)分析说明
图6-6所示为自动送料、自动连续冲压的冲孔、落料二工位连续冲裁模。该冲压件外形似汽油发动机连杆形平板冲裁件。冲压件大小两头均为半圆形并有中心孔,详见冲压件图。在产量大时,节省材料、提高效率是降低生产成本的主要手段。为此,冲压工艺在排样图设计中,采取了以下措施:
1)采用纵置双列小头相对并平行参错插入排样,使其材料利用率与单列直排相比提高了27%,达到74.5%;与平排双列排样相比,条料宽度缩小12~14mm,材料利用率提高16%。
2)双列错开排样,每列都安排冲孔、落料两个工步共两行4个工位。正常生产情况下,达到压力机每一行程冲出两件,从而实现一模两件,提高效率一倍。(https://www.xing528.com)
该冲模的主要结构特点如下:
1)采用平面夹刃式自动送料装置。其送料过程如下:上模下行合模冲压前,斜楔18先于凸模工作前接触滚轮19,使前夹刃组件20沿轨道后移(由左向右),夹刃在条(带)料上滑过一个送料进距S=9.5mm后夹住条(带)料,不使其后退(向右);当上模回程上升冲模开启时,夹刃组件20受弹簧25推力作用,夹牢条(带)料向前(左)移动自动送料。
2)加装小导柱17,提升卸料板导向精度,保护细长冲孔凸模。
3)采用加厚上、下模座,增加模架刚度,确保平稳运作。
4)全部模板均采用标准整体式模板,包括固定板、卸料板、凹模板,以便成组加工。
表6-6 模具主要技术规格及零部件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。