



(1)模具图(图6-3)
(2)模具主要技术规格及零部件(表6-3)
表6-3 模具主要技术规格及零部件
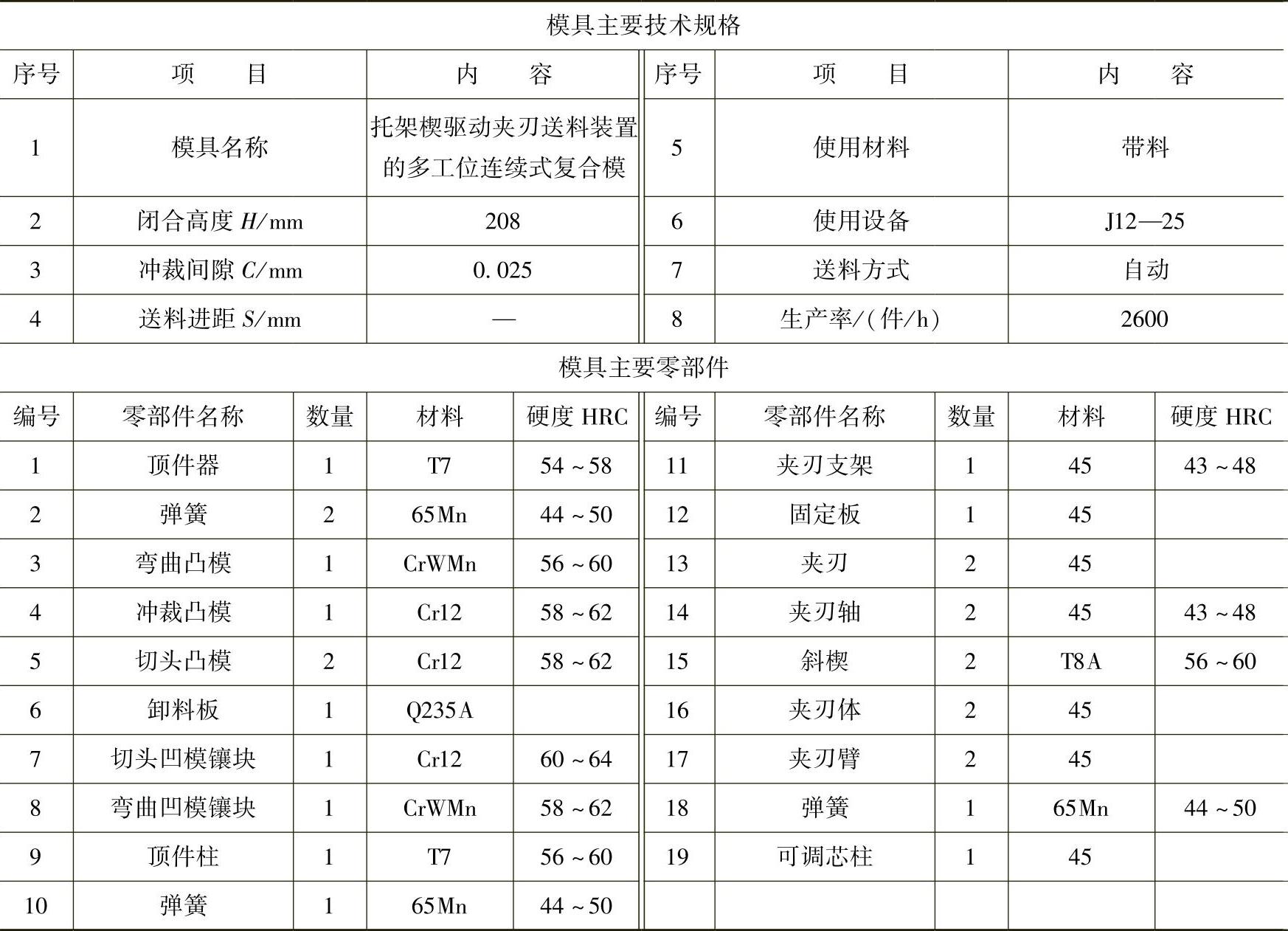
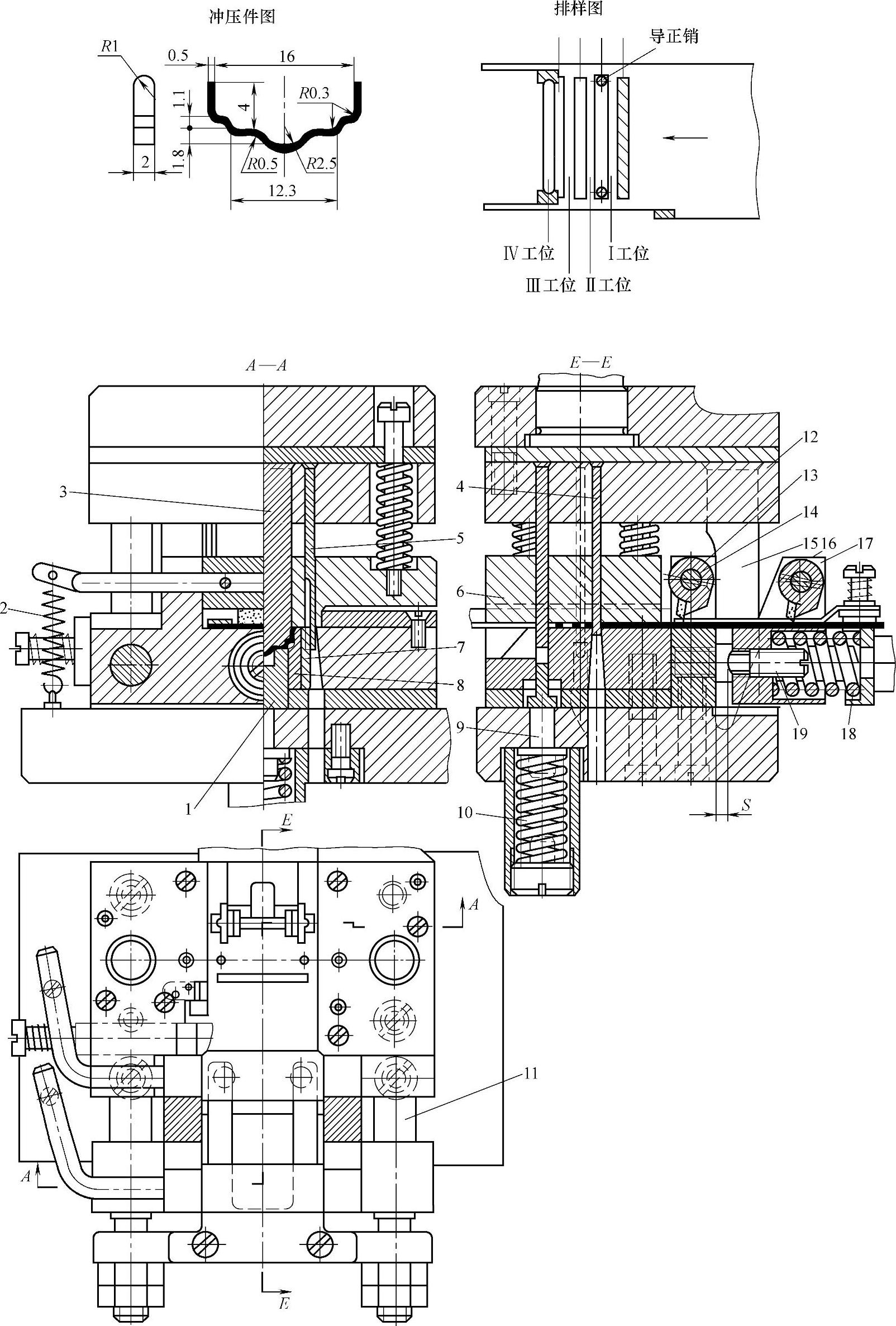
图6-3 托架带夹刃式自动送料装置的裁搭边、切形、弯曲成形四工位连续式复合模
(3)分析说明(https://www.xing528.com)
要充分发挥多功能连续模安全、高效、优质高产的独特优势,必须为其配备合适的送料装置。依安装位置和驱动方式的不同,送料装置大致可分为三大类:与压力机同时制造或作为压力机附件的送料装置,多为专用压力机、高速压力机专用,有夹钳式、辊式送料装置;通用标准送料装置能单独驱动或与压力机联动的多为辊式送料装置;由模具带动并为冲模辅助专用送料装置(机构),有钩式、夹持式、摩擦式等,其中夹持式常用的有夹辊式、夹刃式两种。用于单个毛坯和半成品的送料装置种类更多,且因件而异,变化万千。只用于单个平毛坯,由冲模带动的送料装置,一般都作为冲模部件,装在模座一旁,常用的有滑板式、连杆式和摆杆推板式等。大量生产的多工位连续模多用带料、卷料,在冲模装设夹持式专用送料装置比较实用、安全。图6-3所示托架自动弯曲成形四工位连续式复合模就安装了平面夹刃式送料装置,见图中件13~19等构成的平面夹刃式送料系统。
夹刃的刃头由硬质合金制造,与送进材料呈一前推斜角并嵌入材料表面。夹刃可推动材料前进而不允许其后退。当斜楔下行推动夹刃支架11时,夹刃会脱离材料后移一段距离S,再嵌入材料表面,在支架下边的弹簧18则受压,储备了能量。当上模回程上升时,楔脱离支架11,弹簧18便推动支架11带着夹刃,而夹刃推动材料由右向左送进前行一个进距S。
该冲压件的展开平毛坯为一个两头半圆形的窄长条,其宽度B=2mm,端头半圆R=1mm,总长L=25mm,其材质为0.5mm厚的45钢带。由于冲压件尺寸小、料薄、展开平毛坯刚度小,极易扭曲变形,故采用裁搭边切废排样,将工件留在带料上,随送料携带至第Ⅳ工位进行冲切两头R1半圆并一次弯曲成形复合冲压。其冲模结构特点如下:
1)采用弹压导板式结构,长而窄的裁搭边凸模没有加固,应使用滑块行程可调的开式单柱偏心压力机冲压,保持凸模不脱开导板。
2)送料夹刃与弯曲凹模用YG15、YG20硬质合金制造。
3)冲模整体采用顺装结构,但要下弹顶模上出件,避免卸出件变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。