



【摘要】:但在冲模结构设计中,考虑到钩式自动送料零部件及装置安装位置、各工步凸模在固定板上的安装所需面积等冲模结构设计的需要,以及为满足工艺要求冲压精度、各工步送料进距精度控制等应采取的结构措施,形成该冲模的主要结构要点如下:1)采用单边钩式送料装置自动送料。实际上是冲模上模驱动摆块(杠杆)系统带动料钩越过搭边再勾住搭边拉动条料由右向左自动送进。
(1)模具图(图6-2)
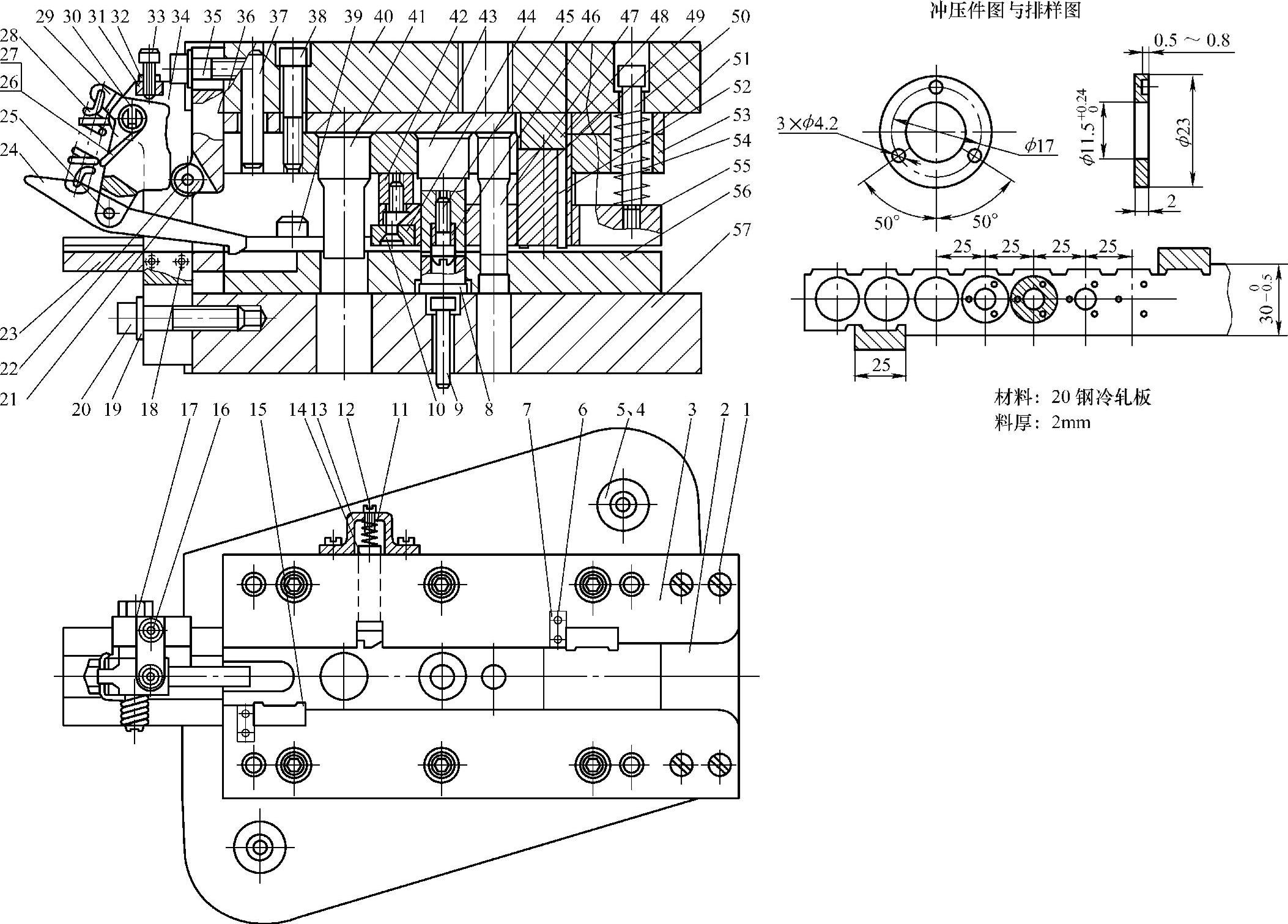
图6-2 卡盘带钩式自动送料装置的压凹、冲孔、落料四工位连续式复合模
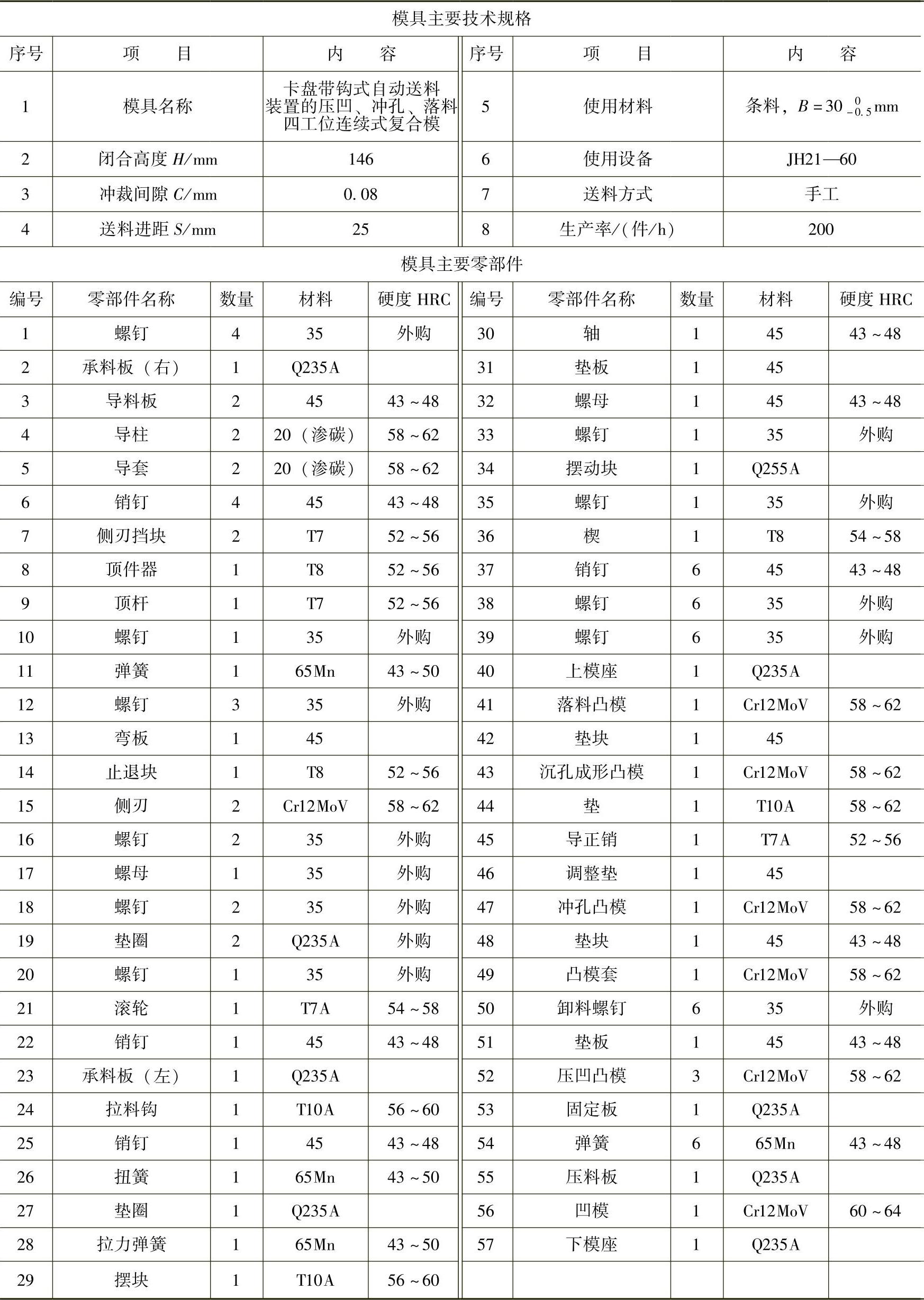
(2)模具主要技术规格及零部件(表6-2)
表6-2 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图6-2所示为大量冲制卡盘使用的带有钩式自动送料装置的压凹、冲孔、落料四工位连续式复合模。冲压时采用板裁条料,要求剪裁宽度B=300-0.5mm,采用单列直排有沿边、有搭边排样,进行有废料冲裁。冲压工艺根据冲压件形状与尺寸结构特点,设3个冲压工步:第Ⅰ工步是压凹,实际上是圆柱形沉孔;第Ⅱ工步冲ϕ11.5mm中心孔;第Ⅲ工步落料ϕ23mm外圆。但在冲模结构设计中,考虑到钩式自动送料零部件及装置安装位置、各工步凸模在固定板上的安装所需面积等冲模结构设计的需要,以及为满足工艺要求冲压精度、各工步送料进距精度控制等应采取的结构措施,形成该冲模的主要结构要点如下:
1)采用单边钩式送料装置自动送料。实际上是冲模上模驱动摆块(杠杆)系统带动料钩越过搭边再勾住搭边拉动条料由右向左自动送进。
2)采用两组错开布置的凹式标准侧刃组控制送料进距S=25mm,条料尾部将由左边出料口旁的侧刃控制进距。
3)为防止送进条料后退,影响送料精度,在导料槽一侧安装了止退块14与右边的侧刃匹配使用。
4)采用滑动导向对角导柱加强型钢模架,增强模架刚度和承载能力,保证平稳运作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。