



【摘要】:模具图模具主要技术规格及零部件表5-36 模具主要技术规格及零部件图5-36 挡板用楔传动机构自动送进与卸件的冲孔、切断弯曲、沉孔三工位连续式复合模分析说明图5-36所示是用楔传动机构实现工位间送进与卸件的多工位连续式复合模的实用典型结构。冲压工艺采用板裁条料,经冲孔、切断弯曲、沉孔三个工步连续冲压,一模成形,完成冲制。
(1)模具图(图5-36)
(2)模具主要技术规格及零部件(表5-36)
表5-36 模具主要技术规格及零部件
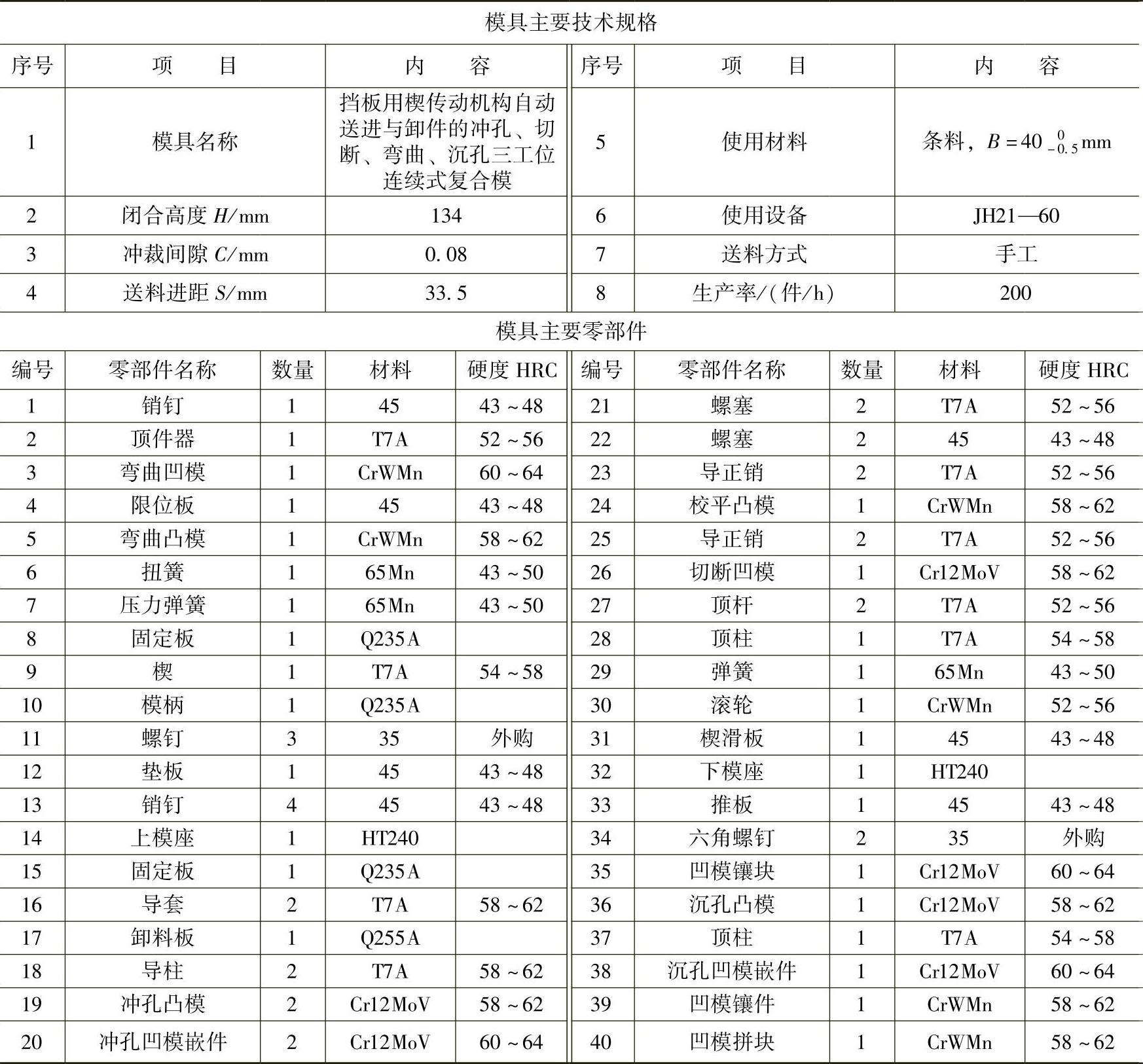
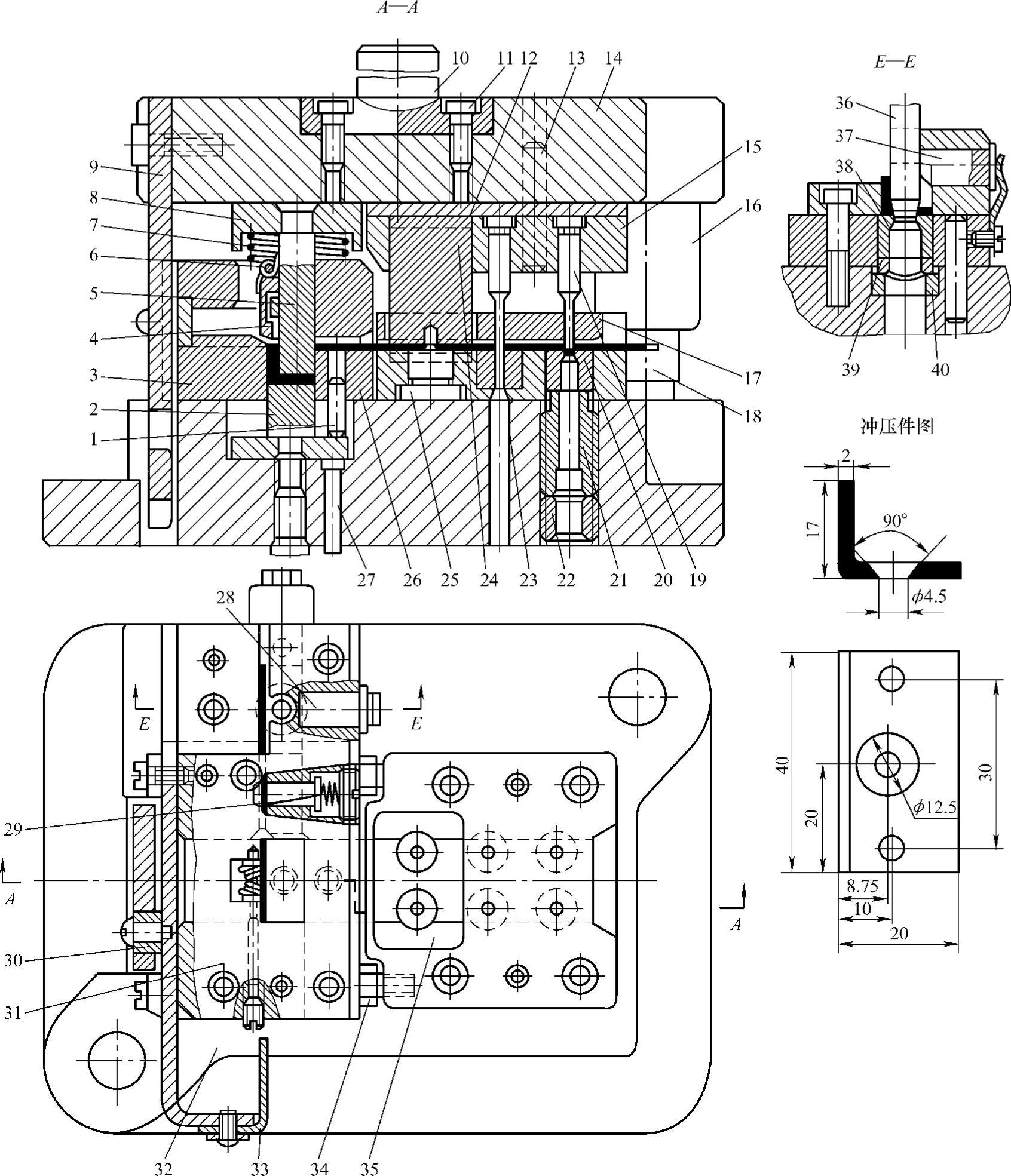
图5-36 挡板用楔传动机构自动送进与卸件的冲孔、切断弯曲、沉孔三工位连续式复合模
(3)分析说明
图5-36所示是用楔传动机构实现工位间送进与卸件的多工位连续式复合模的实用典型结构。该冲模可大量生产冲压件图所示的挡板,其材质是10F钢冷轧钢板,料厚2mm,使用宽40mm的板裁条料,手工送料入模,沉孔工位用楔传动机构自动送进。冲压件形状简单,类似一段带圆孔和90°锥穴沉孔的标准90°角钢截段。冲压工艺采用板裁条料,经冲孔、切断弯曲、沉孔三个工步连续冲压,一模成形,完成冲制。(https://www.xing528.com)
该冲模的结构特点如下:
1)在第Ⅱ工位切断弯曲后,楔9与滚轮30构成的楔传动机构,通过装在滚轮轴上的推件系统件31、件33,横向水平施力,将变成90°的坯件推送至冲挤沉孔工位上沉孔加工。
2)楔及匹配楔滑块的断面形状及其尺寸,依冲模结构设计的需要及给定许可的安装空间尺寸确定。该冲模所需楔传动横向推件力不大,为使冲模结构更加紧凑,楔传动机械装在模架内模芯右侧,推件杆宽而长,呈L形,故楔及楔滑块均设计成板状,详见模具图。
3)凹模设计成镶拼组合结构。整个凹模按工位分割制造后组合嵌装,以方便刃磨、修理与更换。
4)采用无搭边、无沿边排样,进行少废料冲裁,要求控制板裁条料公差要小。
5)冲孔小圆凸模均采用台阶式加粗杆部的加固结构形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。