



【摘要】:为此,设计并安装了由斜楔20驱动的一套自动卸件系统。该冲模采用无沿边裁搭边排样。条料入模经冲孔、剪截、弯曲成形后,由楔驱动的叉形卸件板23将工件从凸模16上推卸下来。该冲模结构有以下特点:1)半边侧向弯曲,设计了半边摆动块,待弯曲凸模下行至一定深度,摆动块凹模贴紧凸模弯曲并校形。图5-35 偏环用楔传动自动卸件的冲孔剪截、弯曲成形二工位连续式复合模表5-35 模具主要技术规格及零部件(续)
(1)模具图(图5-35)
(2)模具主要技术规格及零部件(表5-35)
(3)分析说明
图5-35所示为偏环用楔传动自动卸件的连续式复合模。从图示冲压件图可以看出,该弯曲件呈细腰形,口虽敞开,腰部仅有18mm开口,而底部直径为22.6mm,其缩口侧必须侧弯成形。作为凸模弯芯,除承受侧向弯曲力外,弯成形的零件必须紧贴在凸模上。用手持工具卸件不仅影响生产效率,还有安全风险。为此,设计并安装了由斜楔20驱动的一套自动卸件系统。
该冲模采用无沿边裁搭边排样。条料入模经冲孔、剪截、弯曲成形后,由楔驱动的叉形卸件板23将工件从凸模16上推卸下来。该冲模结构有以下特点:
1)半边侧向弯曲,设计了半边摆动块,待弯曲凸模下行至一定深度,摆动块凹模贴紧凸模弯曲并校形。
2)弯曲件弯边长度达91.3mm,需要有较大的弯曲行程和较大的弯曲成形空间。模具结构设计将冲截工位抬高,将弯曲成形模腔下沉,保持各工位模在一个平面。剪截与弯曲同步进行,冲孔为后续工位,故从图上可以看出,剪截凸模30明显比冲孔凸模长,但与弯曲凸模长度相等。
3)设置楔传动自动卸件系统,自动卸件。当上模回程上升时,楔滑块19由斜楔面驱动,使其带着叉形卸件板对准弯成形工件由右向左推卸工件,从凸模上卸下。(https://www.xing528.com)
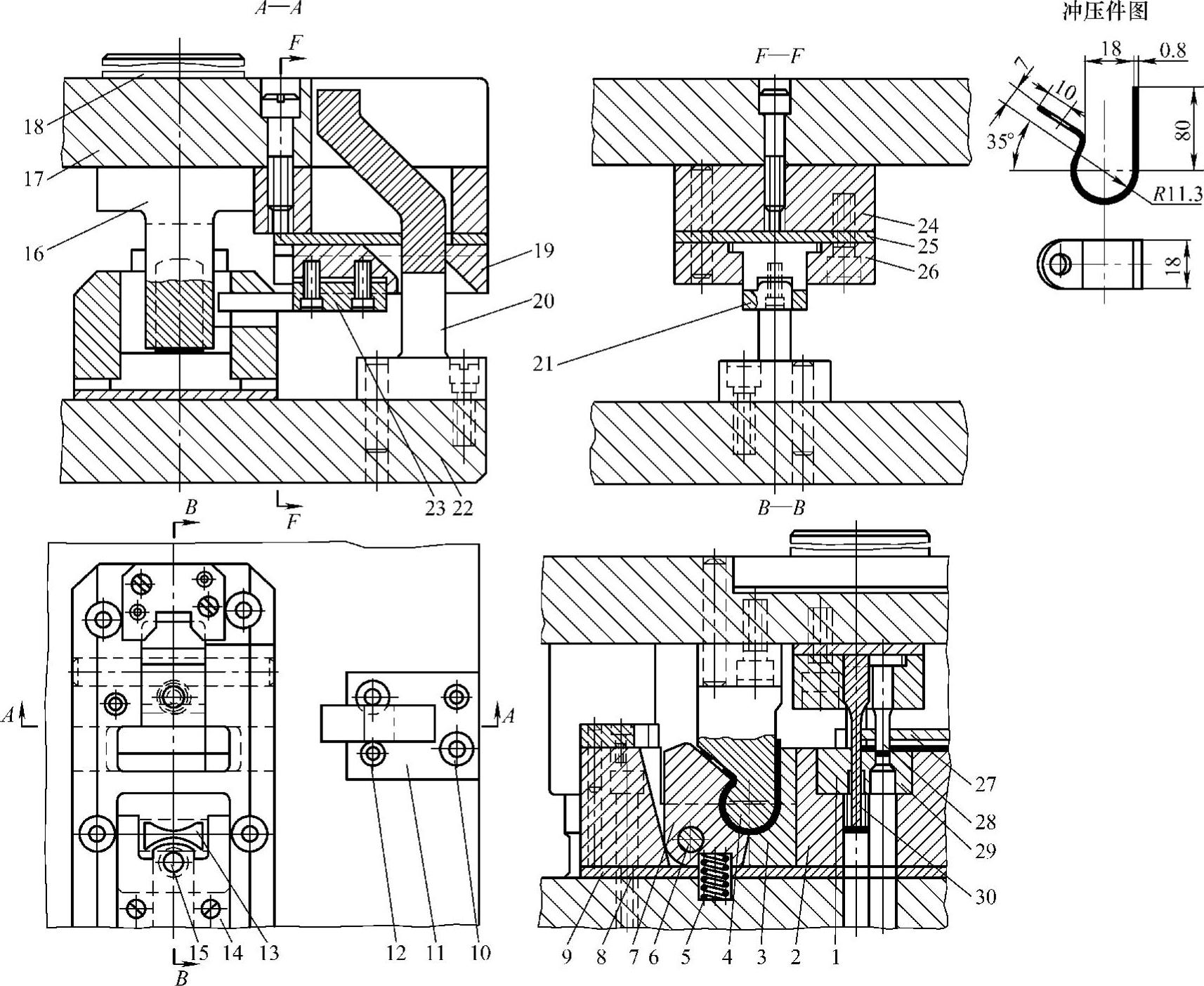
图5-35 偏环用楔传动自动卸件的冲孔剪截、弯曲成形二工位连续式复合模
表5-35 模具主要技术规格及零部件

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。