



【摘要】:模具图图5-33 止动帽用楔传动自动送料的侧切、切口、连续拉深、切底、落料十工位连续式复合模图5-33 止动帽用楔传动自动送料的侧切、切口、连续拉深、切底、落料十工位连续式复合模(续)模具主要技术规格及零部件分析说明图5-33所示为止动帽用楔传动夹持式送料装置自动送料的侧切、切口、连续拉深、切底、落料十工位连续式复合模。从冲压件图中可以看出,止动帽是一个具有异形凸缘的旋转体浅拉深件。以此循环,实现自动生产。
(1)模具图(图5-33)
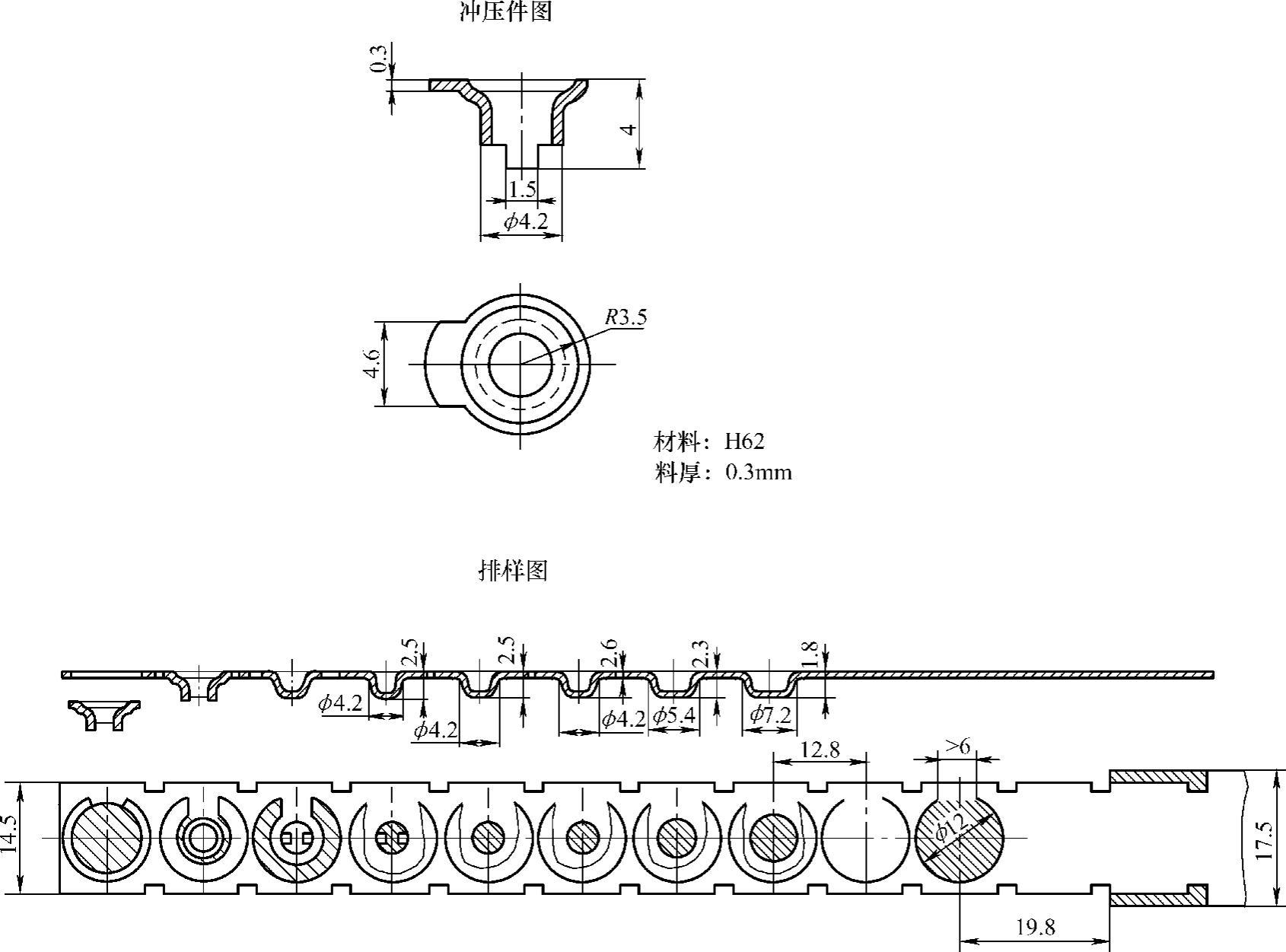
图5-33 止动帽用楔传动自动送料的侧切、切口、连续拉深、切底、落料十工位连续式复合模
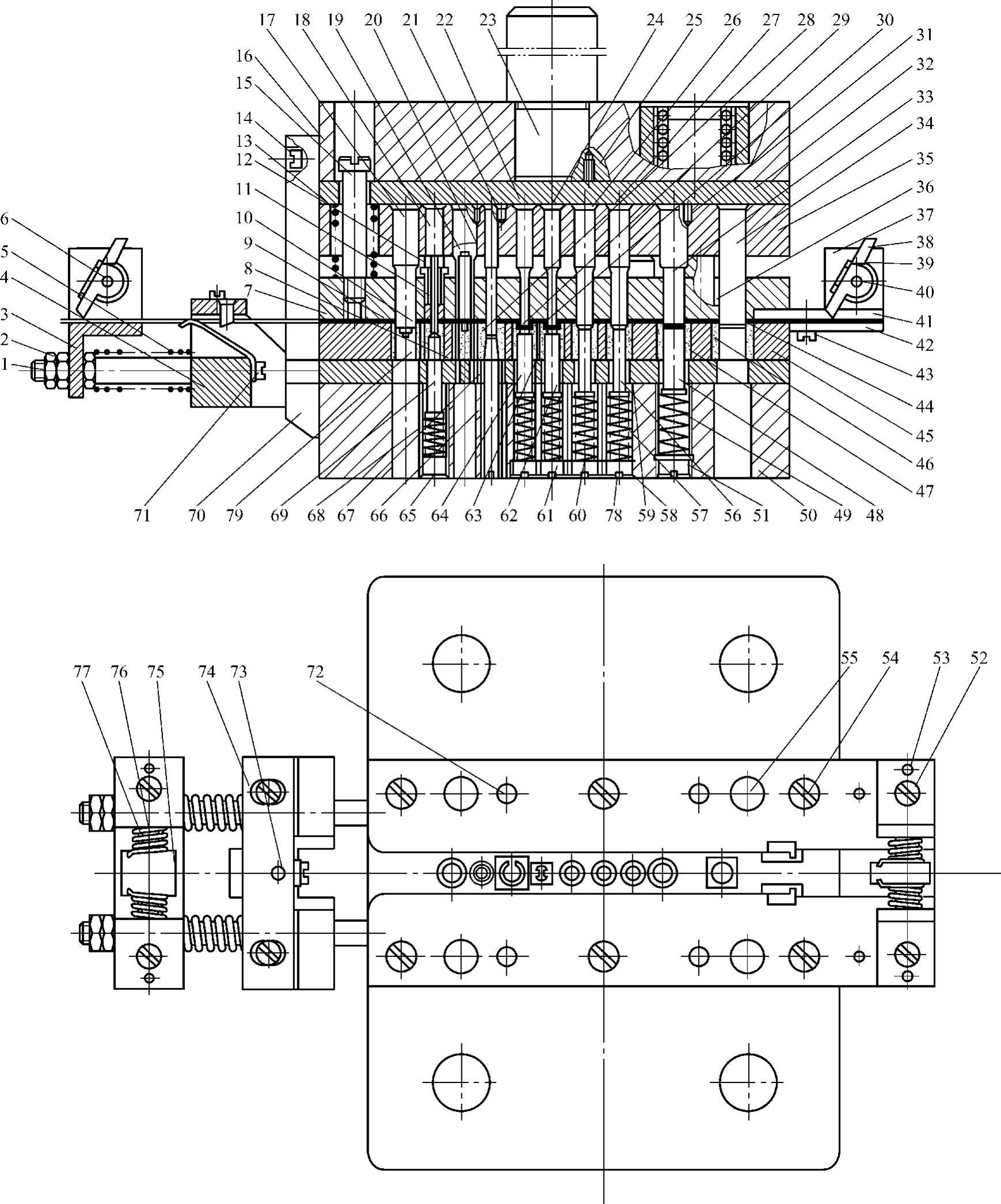
图5-33 止动帽用楔传动自动送料的侧切、切口、连续拉深、切底、落料十工位连续式复合模(续)
(2)模具主要技术规格及零部件(表5-33)
(3)分析说明(https://www.xing528.com)
图5-33所示为止动帽用楔传动夹持式送料装置自动送料的侧切、切口、连续拉深、切底、落料十工位连续式复合模。从冲压件图中可以看出,止动帽是一个具有异形凸缘的旋转体浅拉深件。为适应大量生产和提升冲模寿命的要求,该冲模在结构上采取如下技术措施:
表5-33 模具主要技术规格及零部件
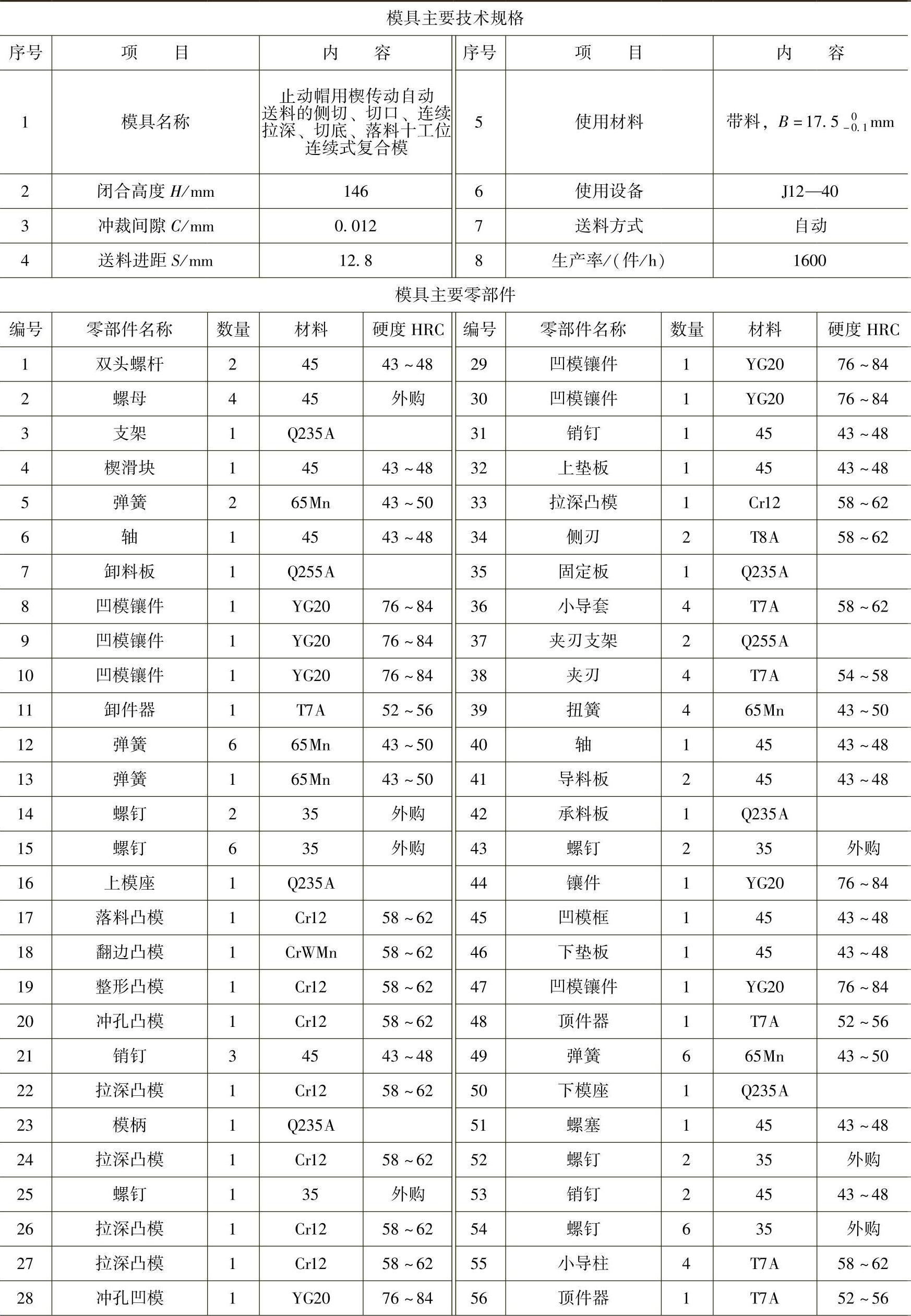
(续)

该模具各凹模镶块均为硬质合金,与此相应地采用了拉式自动送料和四滚珠导柱与小导柱的双重导向措施,因此,模具导向好、寿命长、生产效率高,常用于大批量的生产中。其工作过程是:先用手送料,在带料上冲出几个工件后,待拉料销73进入废料孔中,即可自动送料。当上模下行时,斜楔70的斜面推动滑块4左移,而拉料销则穿入废料孔拉住搭边使带料左移送料。当上模继续下行时,斜楔直边与滑块接触,拉料销停止不动,模具开始冲压。当上模回升时,滑块在弹簧5的作用下复位,拉料销越过搭边进入下一个废料孔中,与此同时,夹刃38、75压住带料,防止带料后退。以此循环,实现自动生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。