



【摘要】:支臂冲压件料薄、尺寸小、形状复杂且冲压工艺性较差,细长的悬臂,其长宽比超过10,给冲模结构设计和冲压件卸件与出模增加了难度。该模具依工艺要求与冲模结构设计需要,采用有工艺切口连续拉深而后冲底孔、翻边,达到要求后整体落料,完成该零件冲制。
(1)模具图(图5-32)
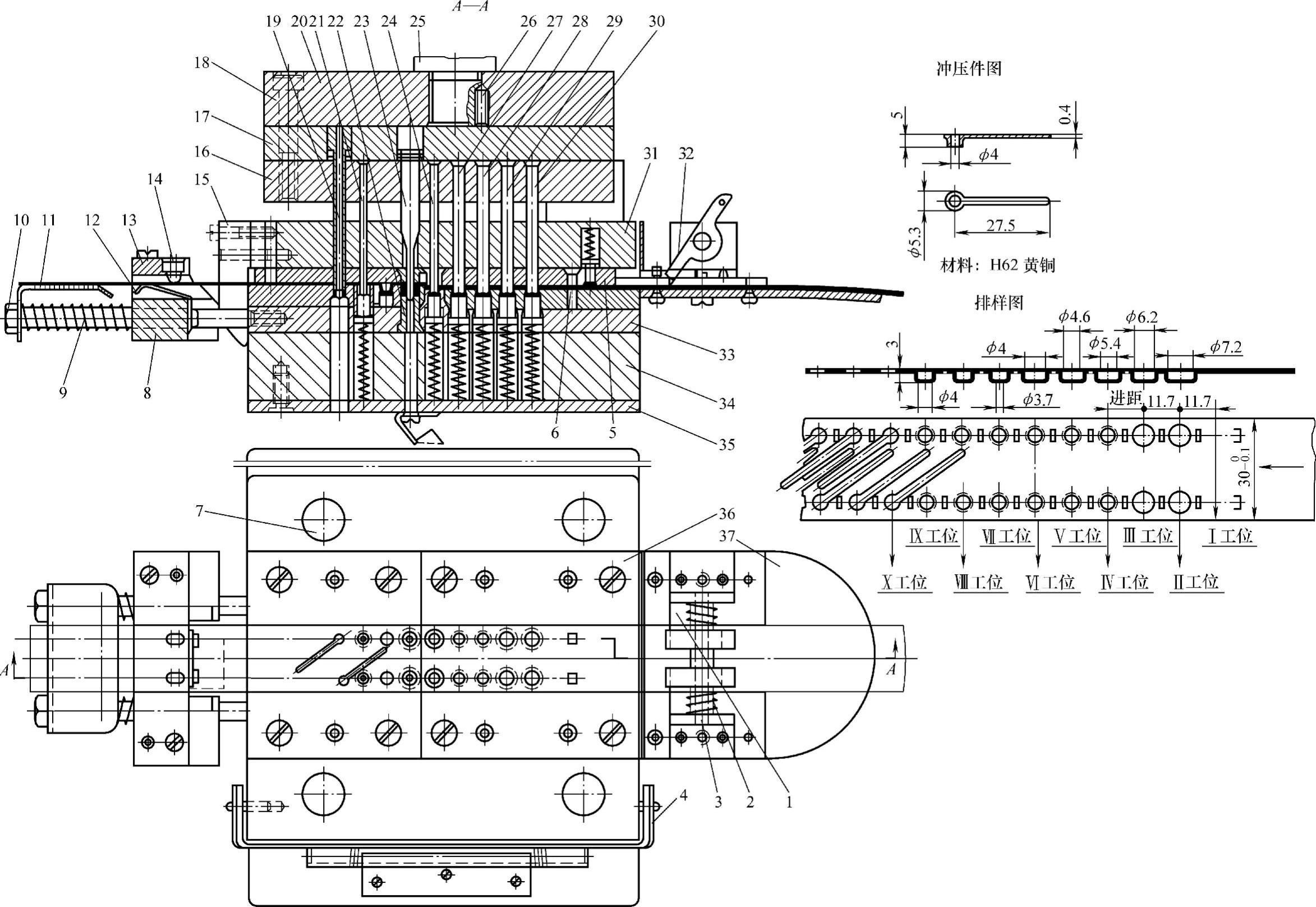
图5-32 支臂用楔传动自动送料的切口、连续拉深、冲孔、翻边、落料十工位连续式复合模
(2)模具主要技术规格及零部件(表5-32)
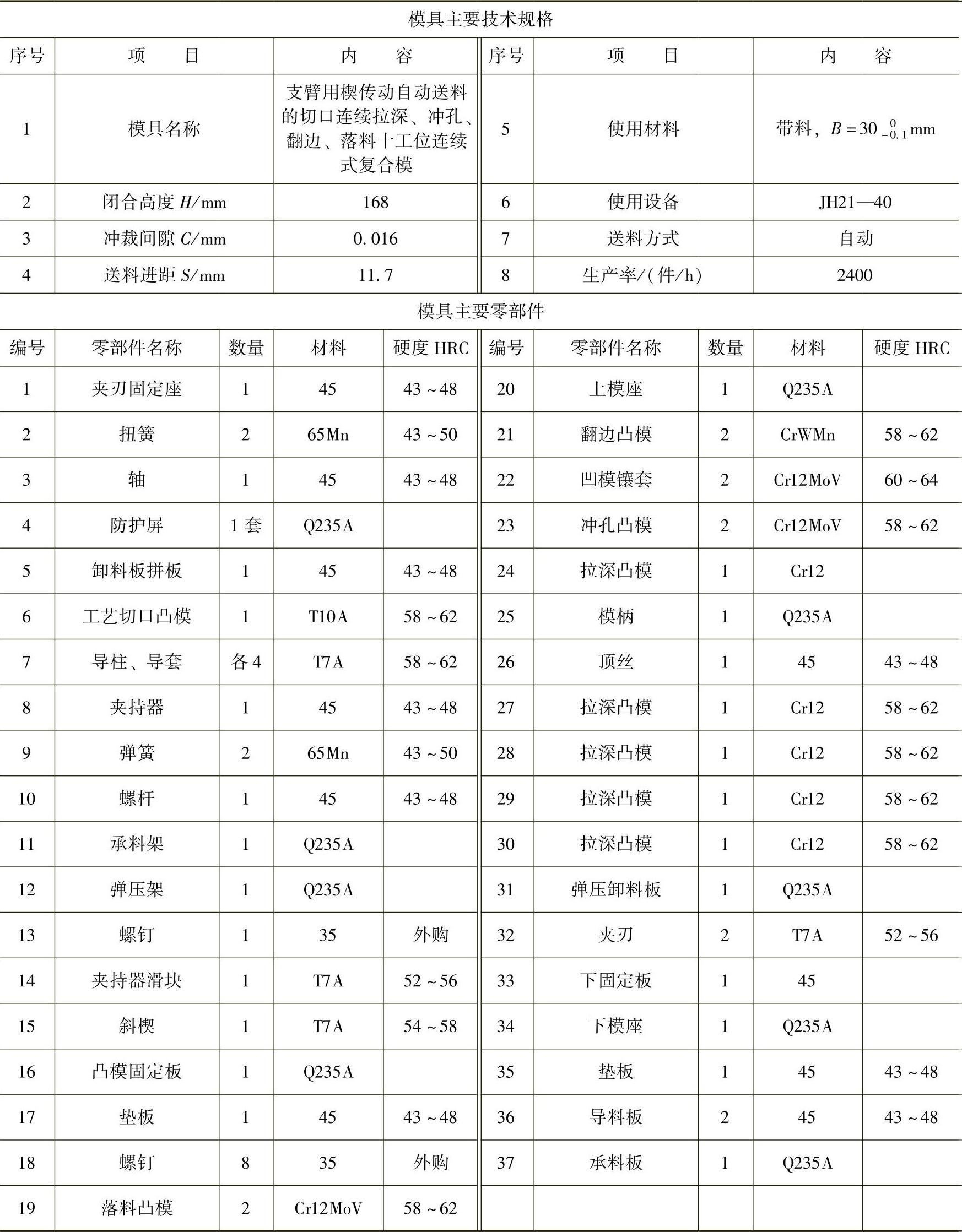
表5-32 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图5-32所示为仪表支臂零件的切口、连续拉深、冲孔、翻边、落料等十工位连续式复合模。支臂冲压件料薄、尺寸小、形状复杂且冲压工艺性较差,细长的悬臂,其长宽比超过10,给冲模结构设计和冲压件卸件与出模增加了难度。
支臂零件是一个头部为高截锥环首的窄长柄形状,料厚仅0.4mm,材料为软态H62黄铜。头部环首高3mm,内孔为ϕ4mm,外缘底部最大直径为ϕ5.3mm,允许有翻边后小端形成的自然斜度。
该模具依工艺要求与冲模结构设计需要,采用有工艺切口连续拉深而后冲底孔、翻边,达到要求后整体落料,完成该零件冲制。
第Ⅱ~Ⅵ工位连续拉深,第Ⅶ工位冲ϕ3.7mm底孔,第Ⅷ工位空挡,第Ⅸ工位翻边成形,第Ⅹ工位落料。
由于零件料薄、尺寸小,用多工位连续冲制,操作安全,效率高。
该冲模采用四角导柱模架弹压卸料导板式结构,卸料板挂装在导柱上,可随上模上下活动。模具采用带料连续冲压,靠由左侧件1、2、8、9构成的拉入式送料系统,在上模开启时,扭簧2与夹刃固定座1、夹持器8脱开,弹簧9推动夹持器8与张开的夹刃固定座1向左运行一个送料进距S。当上模下行时,扭簧2头部斜面先接触夹刃固定座1,使其闭合夹住带料,并随斜楔斜面行程,将带料由右向左拉一个送料进距S,实现自动送料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。