



(1)模具图(图5-30)
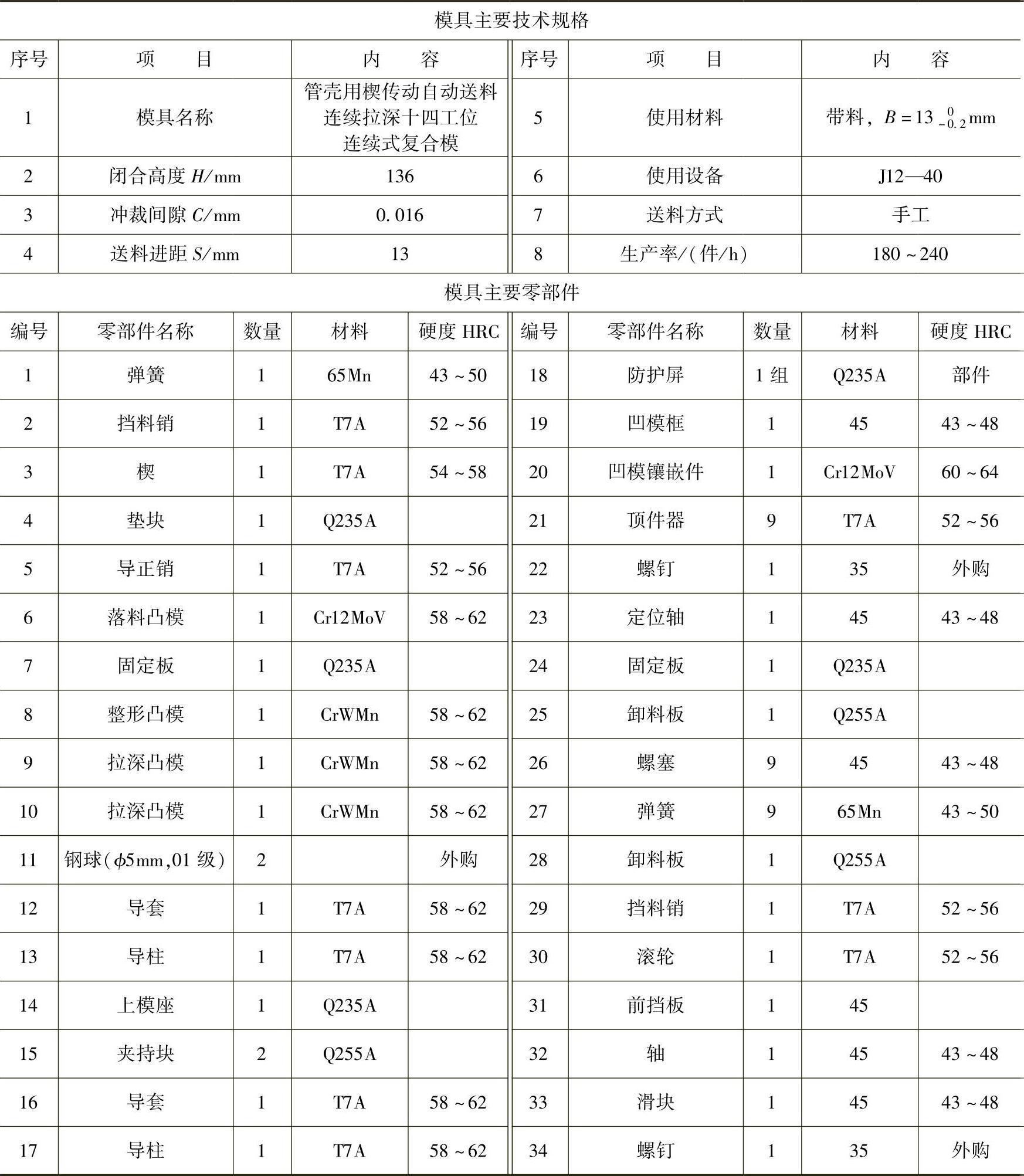
(2)模具主要技术规格及零部件(表5-30)
(3)分析说明
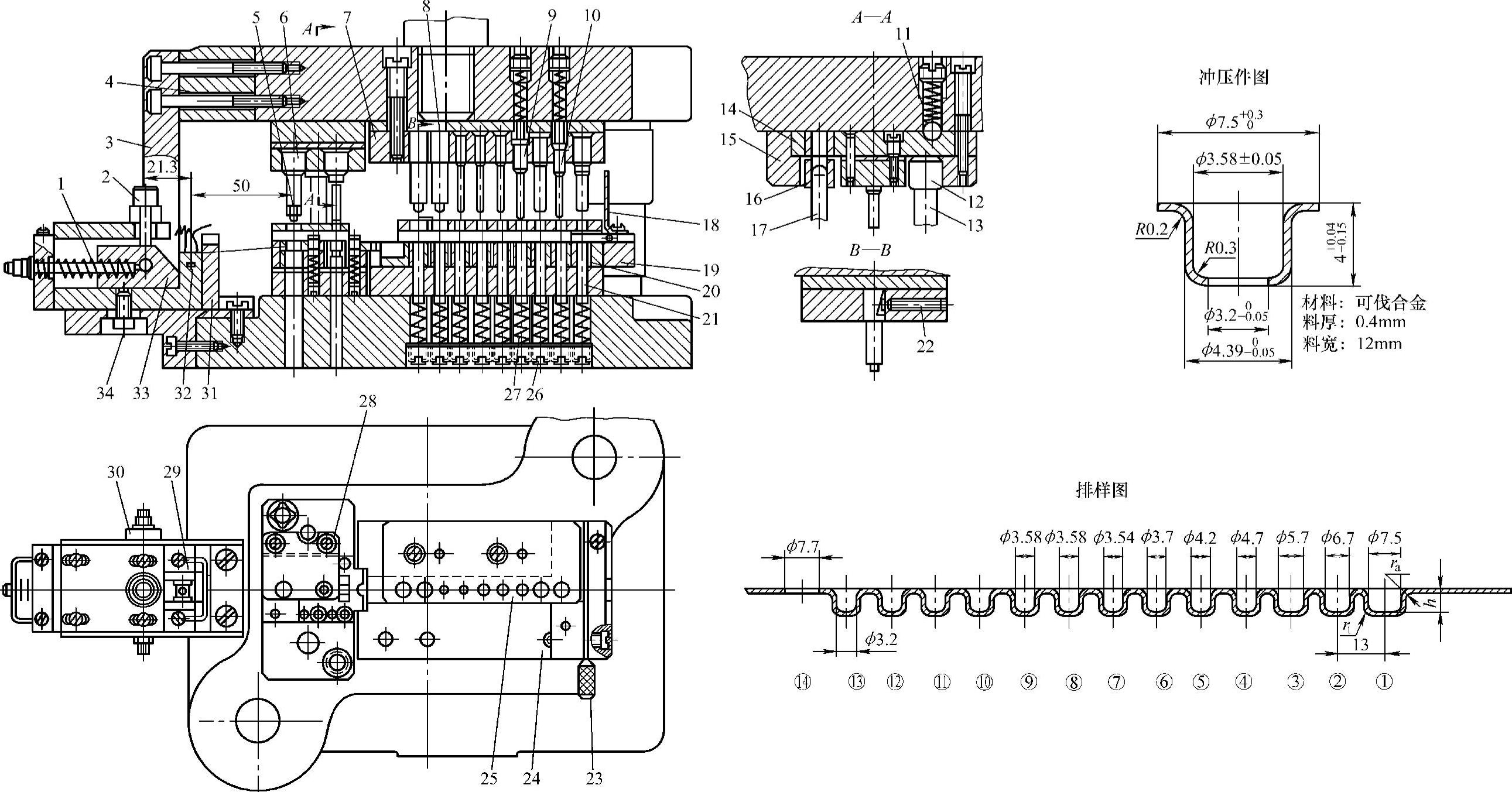
图5-30所示为管壳滑动导向对角导柱模架整带料自动送料连续拉深十四工位连续式复合模。冲压管壳是半导体器件中大量使用的料厚仅0.4mm的铁镍钴合金4J29(可伐合金)板连续拉深成形的带凸缘薄壁空心、平底有空的旋转体浅拉深件。其冲压运作过程如下:该冲压件所用料宽B=12mm,送料进距S=10mm,用其冲模配备的通用自动送料装置按使用的压力机的冲压频率、送料进距、冲模要求送进精度、冲模送料定位方法及结构等,由专业调整工进行正常运作的调试,直到送料装置与压力机协调运作、顺畅送进并连续冲出合格工件。从送料入模到出成品管壳,要经过第1~7工位的7个工步连续拉深、第8工位和第9工位的连续整形、第12工位冲孔、第14工位落料、第10、11及13工位为冲模结构需要而专门设置空挡工位,所以,该冲模为11工步、14工位连续复合模。该冲模有以下结构特点:
1)凹模20采用YG20硬质合金材料做成的圆形件,嵌入到凹模固定板24中成H7/r6配合。每个凹模孔内装有顶件器21,顶料力通过弹簧27和螺塞26调节。
2)拉深凸模9、10做成活动的。带料经第一步拉深后,在第二步拉深前利用第二步活动凸模对材料定位,使其在拉深过程中不会移动。活动凸模在第四步拉深前主要也是起定位作用。整形凸模8与凸模固定板7采用H7/h6配合,并用螺钉22顶住,当凸模磨损后修理时,能迅速拆下。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-30 管壳用楔传动自动送料连续拉深十四工位连续式复合模
表5-30 模具主要技术规格及零部件
3)由于冲孔、落料工步修模次数比拉深多,因此单独做成一副小模具(子模具),分别固定在上、下模部分,并且通过导柱13、17和导套12、16导向。为了使上模部分拆卸后安装位置正确,采用了两个钢球11定位。装配时只要将上模部分别往对应的两块支持块15内推入,钢球卡入上模座14的凹圆坑内即能固定。
4)为了保证孔与制件外形同轴,落料凸模6上装有导正销5。
5)模具采用固定卸料板25、28,并装有防护屏18。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。