



(1)模具图(图5-29)
(2)模具主要技术规格及零部件(表5-29)
表5-29 模具主要技术规格及零部件
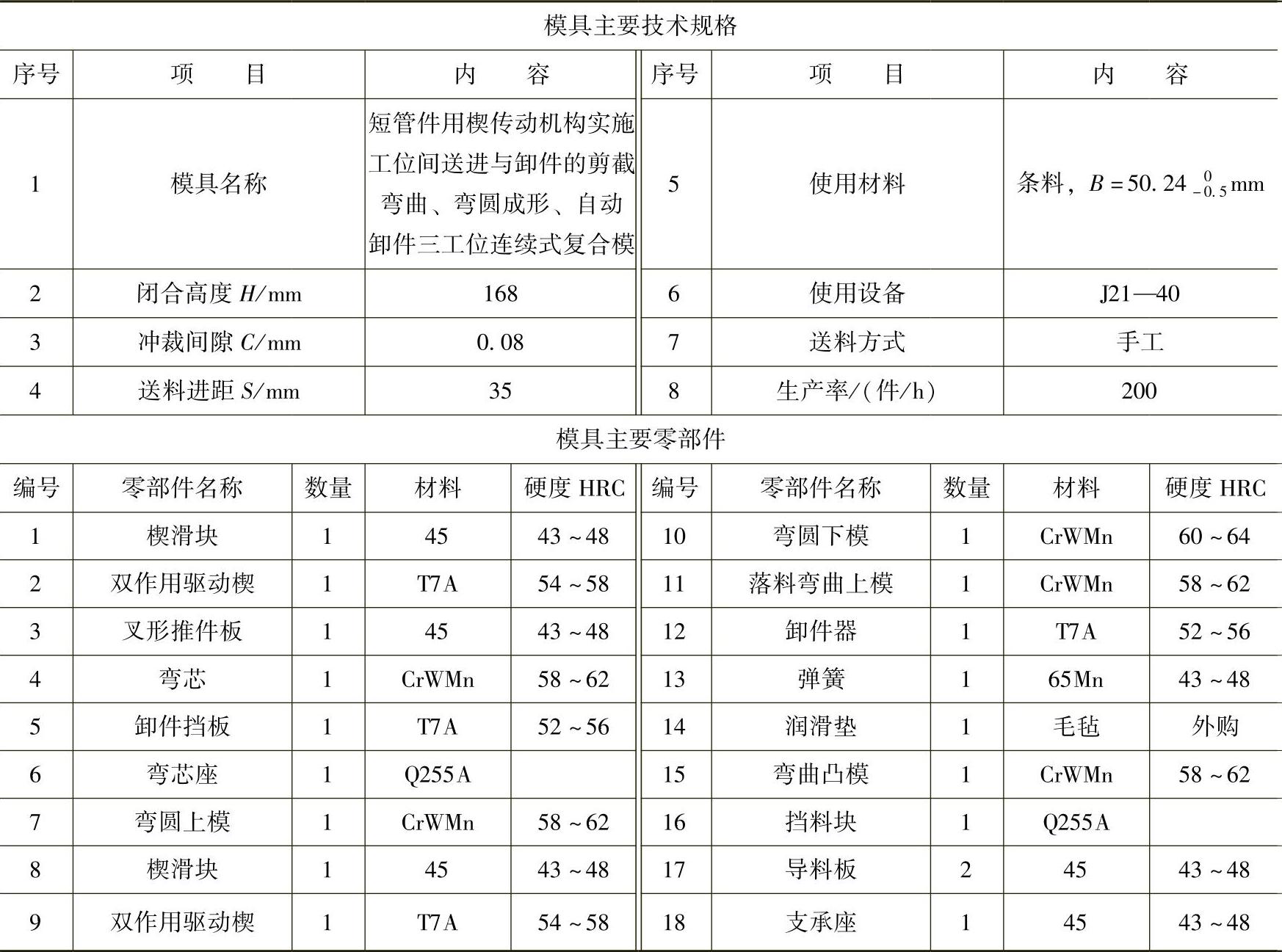
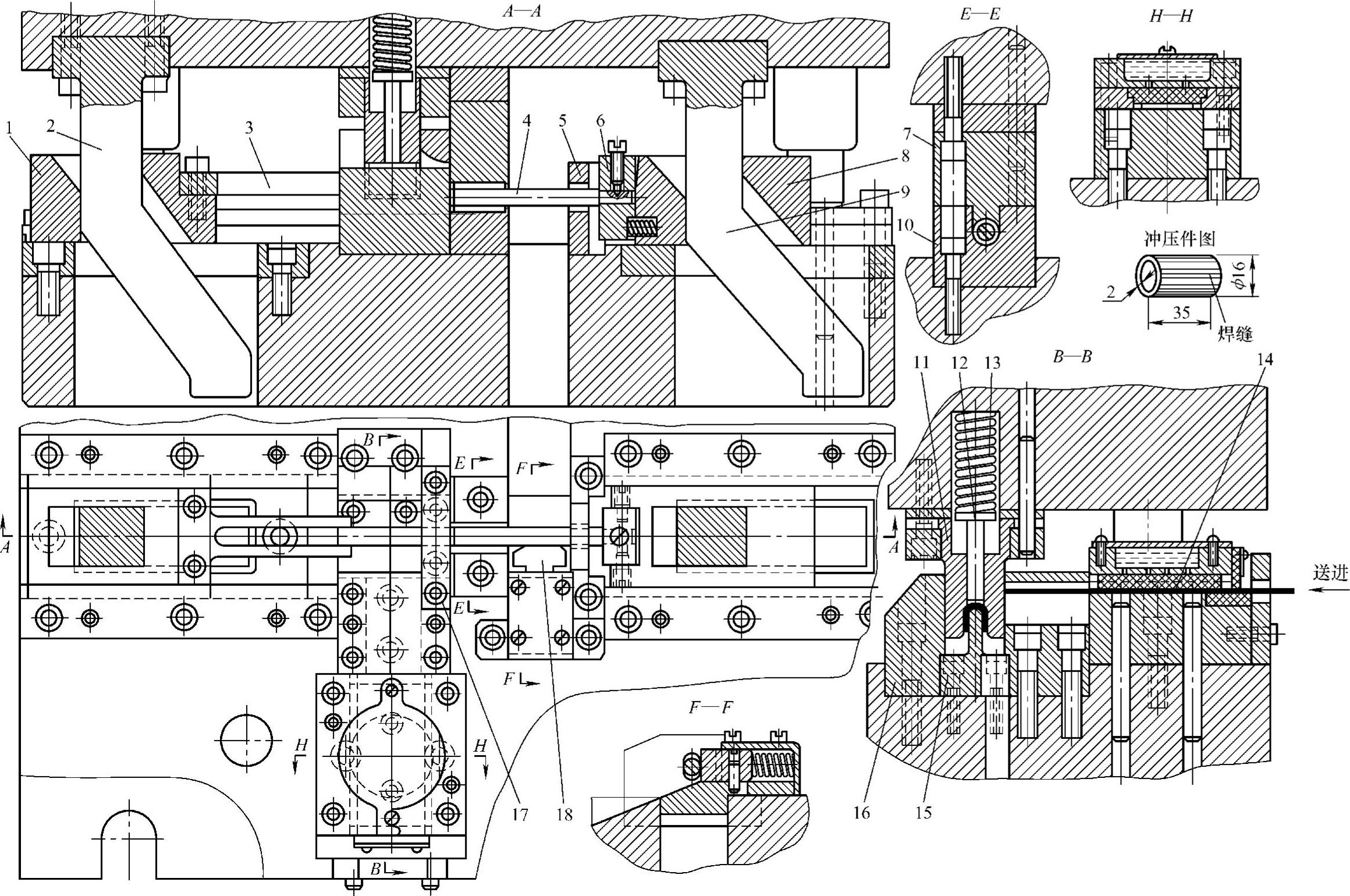
图5-29 短管件用楔传动机构实施工位间送进与卸件的剪截弯曲、弯圆成形、自动卸件三工位连续式复合模
(3)分析说明
图5-29所示为用楔传动机构实施多工位连续模工位间送进和自动卸件出模的实例。该冲模冲制的工件是一个短管形零件,用板裁条料或带料平毛坯经剪截预弯复合冲压获得U形半成品坯件,再用楔传动机构将U形坯件推送到弯圆管成形的弯曲工位的弯芯上,弯曲成形。由于采用有弯芯弯曲,成品管件都紧紧包围在弯芯上,要施加足够的卸件力,方可卸件出模。该冲模采用两组相同结构的双作用驱动斜楔及其匹配的楔滑块构成的楔传动机构分别完成上述工位间送料(坯件)及卸件出模两项任务。其具体冲压运作过程如下:(https://www.xing528.com)
1)原材料(板裁条料或带料)从模具中部B—B剖视图中箭头所示位置送进,经自动润滑装置14润滑后,原材料向前送到挡料块16受阻定位,进行第Ⅰ工位的剪截弯曲复合冲压,获得U形坯件。
2)当上模完成第Ⅰ工位复合冲压后回程上升,斜楔2和斜楔9也同时上升。斜楔2驱动楔滑块1带动推件板3,将U形坯件推送套在弯芯4上,待上模下行合模弯圆;斜楔9和斜楔2同步,驱动楔滑块8,将弯芯4插在弯圆凹模中的U形坯件中,待上模下行弯圆成形。当上模弯圆后回程时,楔2会拉动楔滑块1复位,将推件板也拉回原位等下一行程推送坯件;楔9也在上升过程中将弯芯抽出弯模并在挡板5处自动卸下成品工件。
该冲模的结构特点是:
1)利用两组结构尺寸完全相同楔传动机构,为模具制造、修理与刃磨带来方便。
2)模具外形尺寸庞大,模体重量大,安装及运输皆不便。
3)采用加厚模座的加强型模架。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。