



(1)模具图(图5-28)
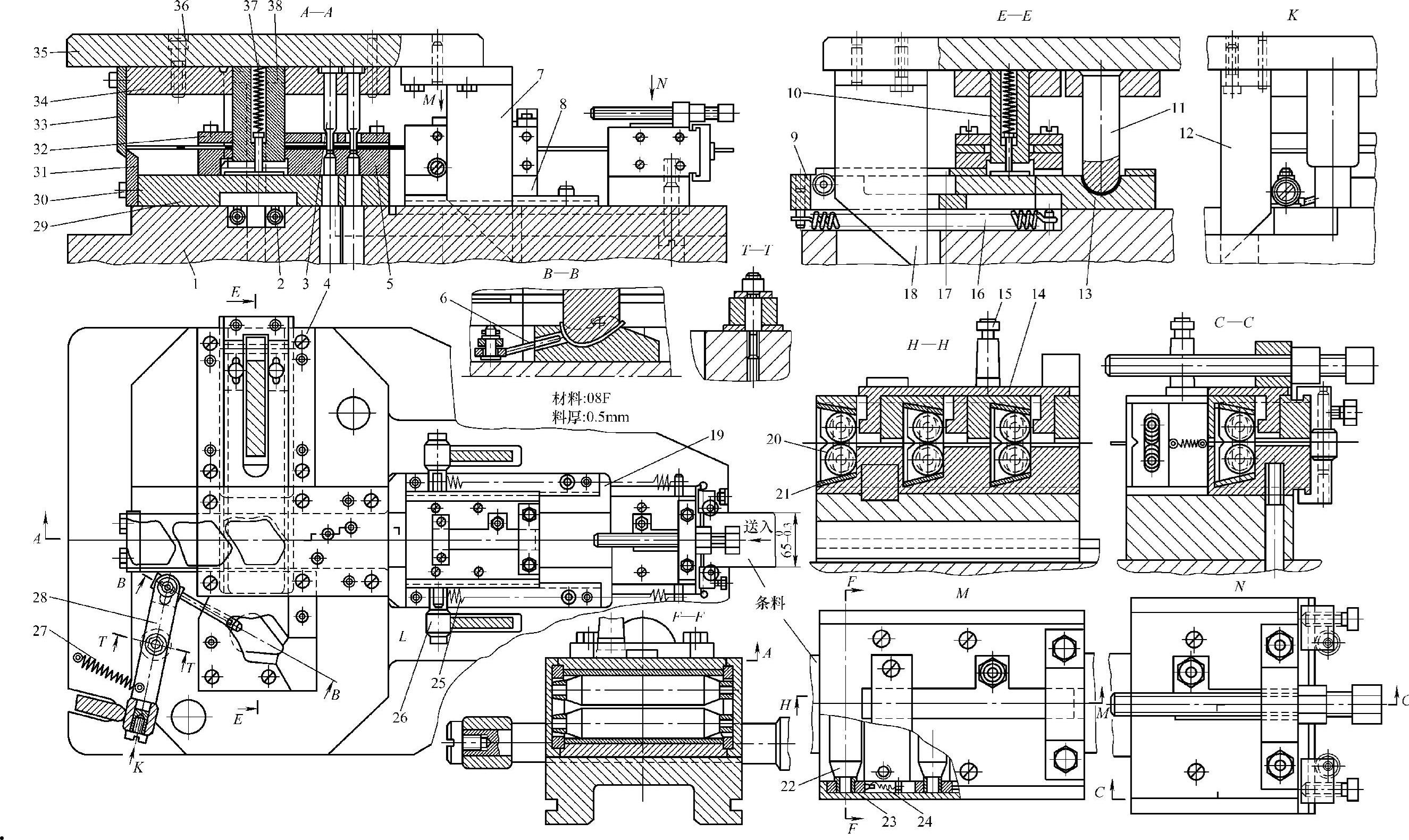
图5-28 罩盖用楔传动送料和楔传动摆杆卸件的冲孔、落料、拉深成形三工位连续式复合模
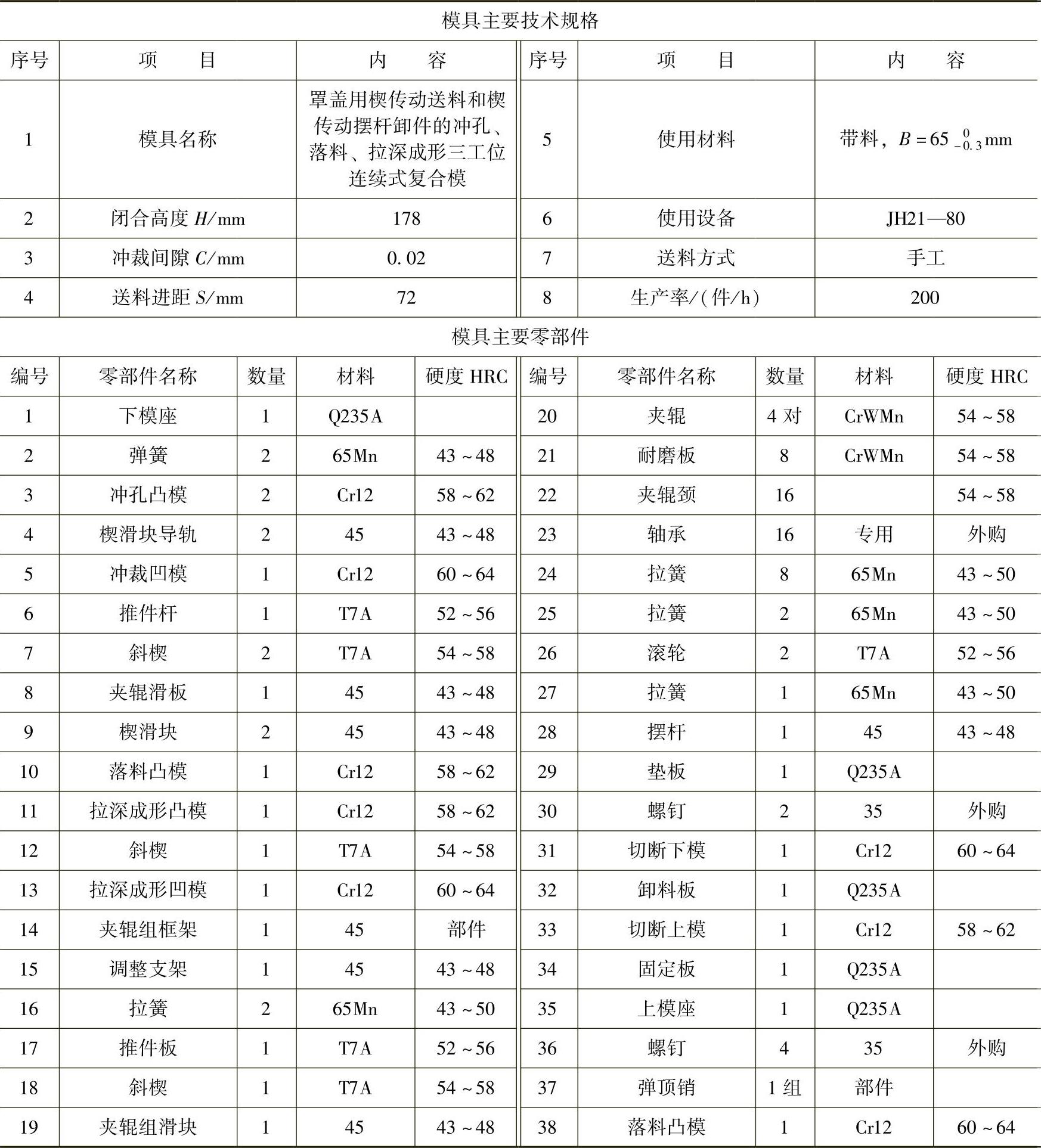
(2)模具主要技术规格及零部件(表5-28)
表5-28 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图5-28所示为用板裁条料或带料大量冲压玩具车罩盖(类似汽车覆盖件)使用的装设有夹辊式送料装置的全自动多工位连续式复合模。该冲模结构具有典型性和通用性,特别是楔传动夹辊式送料装置和楔传动摆杆卸件系统,对于多种相同、相近以及类似冲压件都可以推广应用。该冲压件的冲压工艺及实际冲压运作过程如下:
1)由专职调整工用手将条料或带料由模具送料装置右边箭头所示入料口送入至冲模第Ⅰ工位后,依工艺确定送料进距、压力机运行参数等,进行调试。直到送料装置能与压力机异步协调顺畅运作并冲出合格冲压件,交付正常生产。
2)原材料入模经冲孔、落料、拉深成形,卸件机构摆杆推卸成品工件出模。搭边框废料由切断下模31、上模33切碎。
3)夹辊式送料装置,由装在上模座35上的斜楔7驱动。当上模上升回程时,一对楔7也随之上升而脱开滚轮26,受两只拉簧25的拉动,滚轮轴带着夹辊支架由左向右移动,夹辊夹持压力卸载,夹辊松开,向右移一个送料进距S;当上模下行合模冲压时,楔7比上模上的所有凸模都长,必先接触一对滚轮26,靠楔斜角驱动滚轮轴带着夹辊支架由右向左移动一个楔行程Ws,即一个送料进距S。由于夹辊装在夹辊支架的锥穴中,支架右移会通过锥穴上下摩擦板锥度对夹辊施压改变间隙增大夹持力,从而夹住带料向右移动,实现自动送料。
4)带料送入模内第Ⅰ工位冲孔;第Ⅱ工位落料获得冲压件展开平毛坯。落料毛坯由落料凸模推出凹模下洞口落到垫板29上。此平板与拉深凹模13是一个整体,见E—E剖视图。上模回程向上,楔18与楔滑块9脱开,拉簧16便拉动楔滑块带着推件板17向右推着落料毛坯至拉深凹模13,待其上模下行合模拉深。
5)拉深完成上模回程后,楔12脱开摆杆28,拉簧16拉动摆杆围绕转轴旋转,使其推动推件杆6,将成品工件推卸出模,详见T—T、B—B剖视图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。