



【摘要】:冲压工艺设压凹、冲孔、冲底、切断弯形4个工步,第4工步切断弯形复合冲压,因此,冲模上仅需设4个工位。夹辊架5的复位,靠埋装在夹辊架底部、下模座沉槽中的弹簧12。该冲模的结构特点如下:1)采用模具自带的夹辊式送料装置与压力机异步协调自动送料。夹辊式送料装置送料准确、迅速、高效。2)采用单作用楔11驱动滚轮带动夹辊送料系统,实现自动送料。
(1)模具图(图5-27)
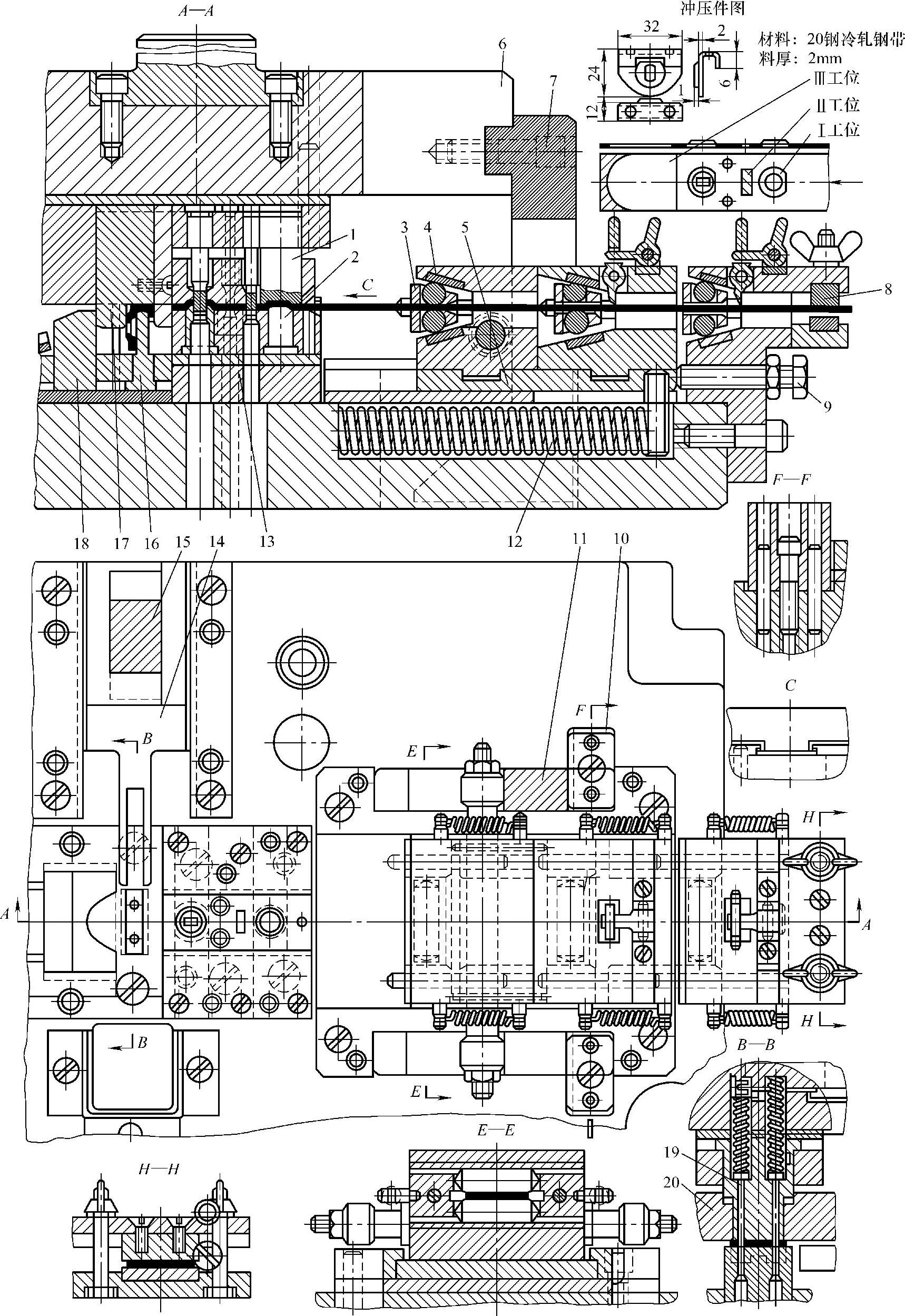
图5-27 芯钩用楔传动送料装置的压凹、冲孔、冲底、切断弯形四工位连续式复合模
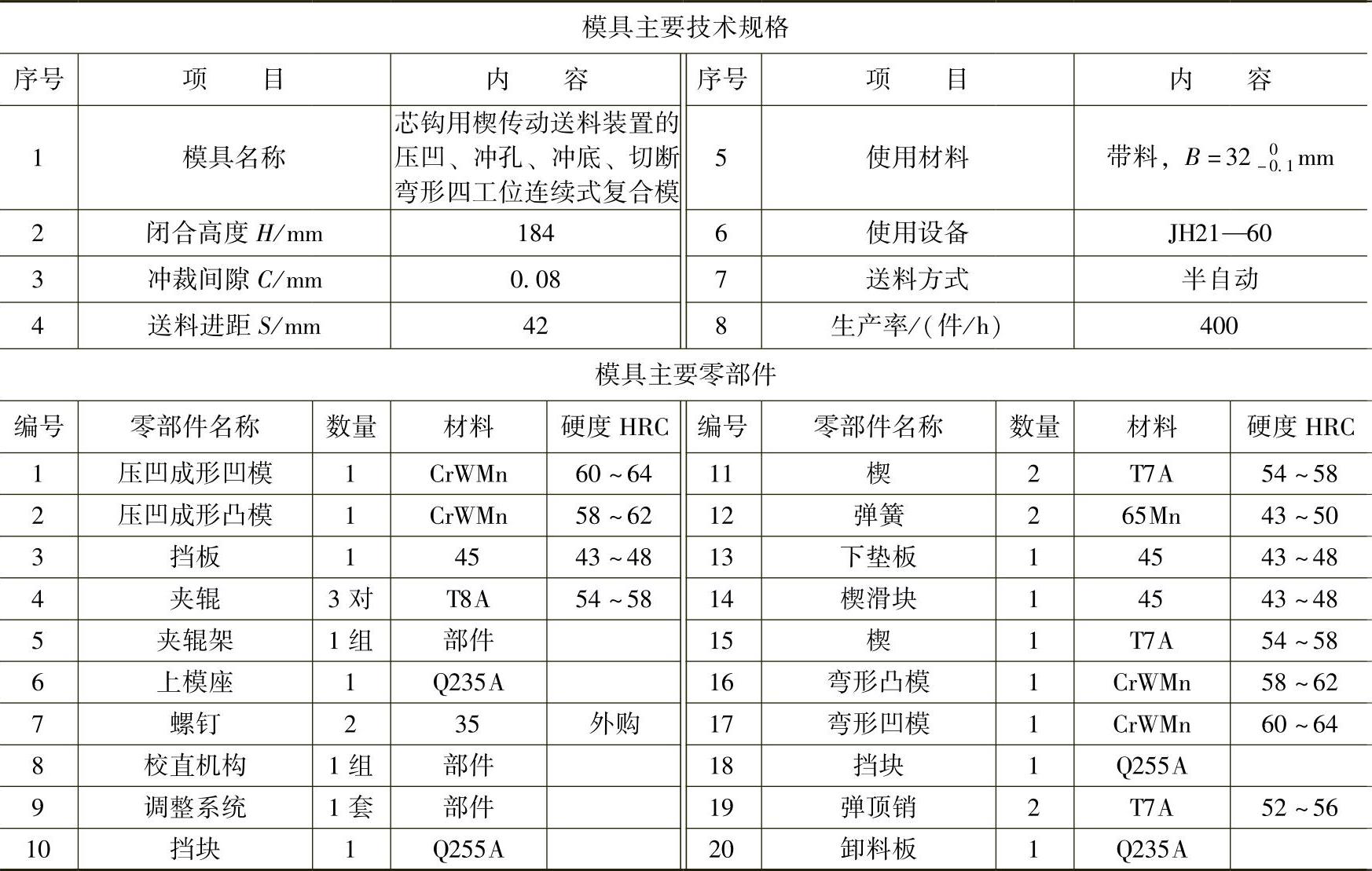
(2)模具主要技术规格及零部件(表5-27)
表5-27 模具主要技术规格及零部件
(3)分析说明
图5-27所示为芯钩用自动送料四工位连续式复合模。该冲压件形状复杂,直接由带料用多工位连续模自动送料连续冲压一模成形,有一定难度。其冲压难点在于:冲压件材质为料厚2mm的20钢冷轧钢板,要起伏压凹高1mm,芯钩类似 形,两个内弯90°角无圆角半径即“清角”。冲压工艺设压凹、冲孔、冲底、切断弯形4个工步,第4工步切断弯形复合冲压,因此,冲模上仅需设4个工位。该冲压件展开平毛坯尺寸为:长×宽=42mm×32mm,长边一端为半圆头,R=32mm/2=16mm。送料进距S=42mm+2mm=44mm。搭边b=t=2mm,无沿边。(https://www.xing528.com)
形,两个内弯90°角无圆角半径即“清角”。冲压工艺设压凹、冲孔、冲底、切断弯形4个工步,第4工步切断弯形复合冲压,因此,冲模上仅需设4个工位。该冲压件展开平毛坯尺寸为:长×宽=42mm×32mm,长边一端为半圆头,R=32mm/2=16mm。送料进距S=42mm+2mm=44mm。搭边b=t=2mm,无沿边。(https://www.xing528.com)
该复合模与图5-25送料机构相同,也采用由一对楔11驱动夹辊架5,带动三对夹辊,将带料经校平器校平后,通过两对夹辊滚夹后送入冲模。夹辊架5的复位,靠埋装在夹辊架底部、下模座沉槽中的弹簧12。
该冲模的结构特点如下:
1)采用模具自带的夹辊式送料装置与压力机异步协调自动送料。夹辊式送料装置送料准确、迅速、高效。
2)采用单作用楔11驱动滚轮带动夹辊送料系统,实现自动送料。
3)卸件也使用楔传动机构。与楔15匹配的楔滑块14装有卸件叉,专门将冲制成品推卸出模。
4)使用滑动导向对角导柱加强型钢模架并在导柱旁安装了限位柱,控制上模下行位置,保证冲压件起伏与成形尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。