



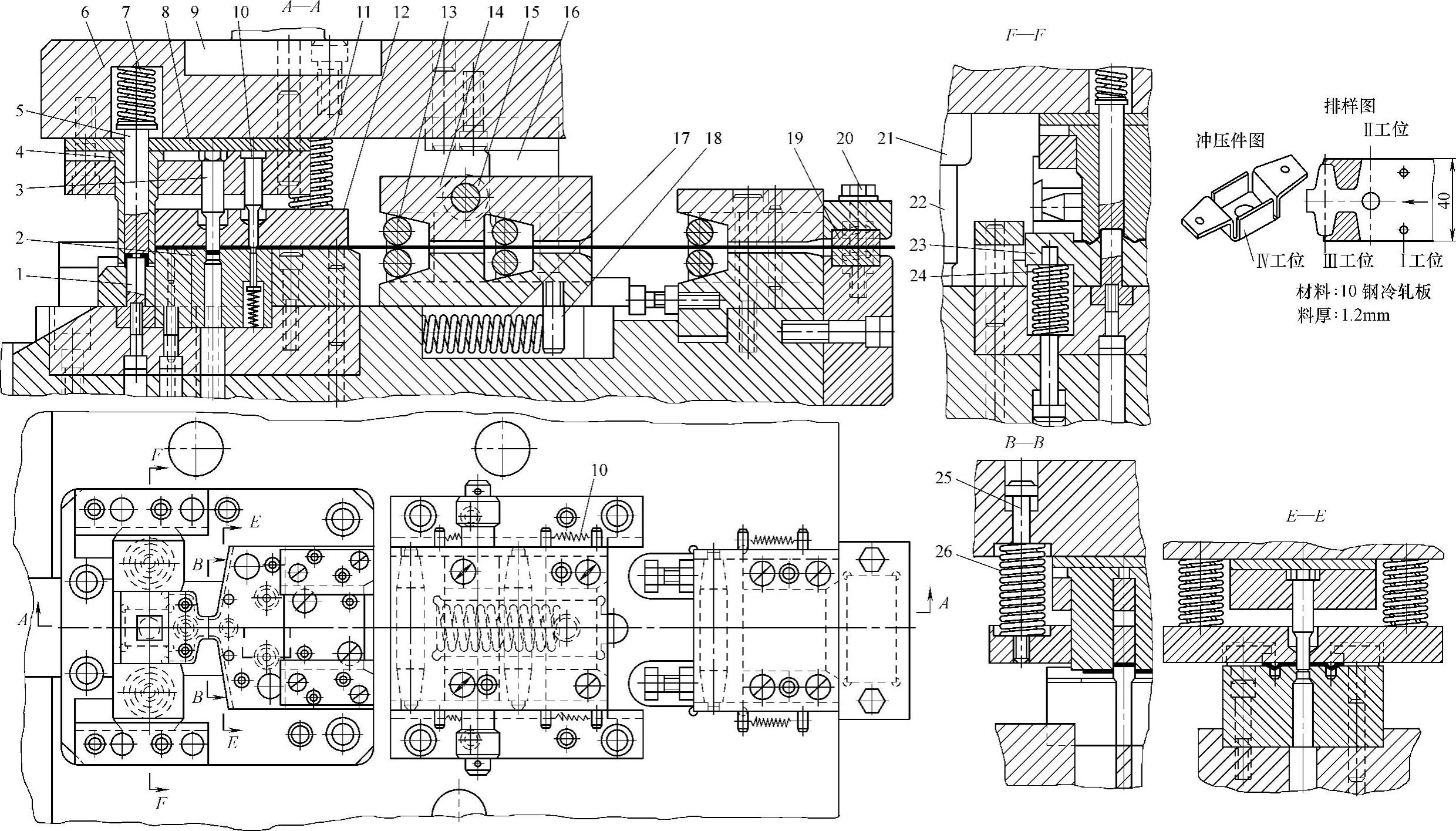
(1)模具图(图5-25)
(2)模具主要技术规格及零部件(表5-25)
表5-25 模具主要技术规格及零部件
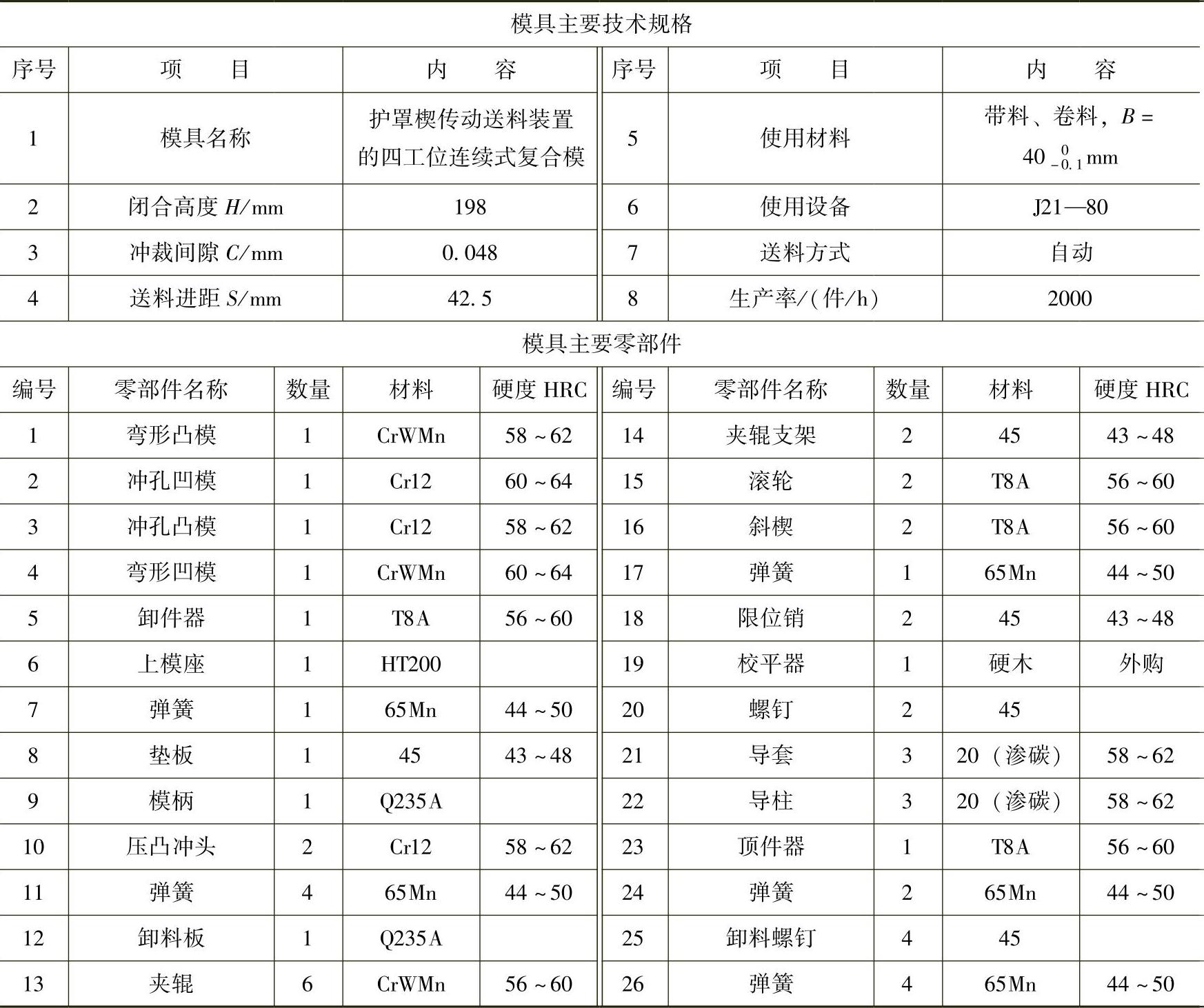
(3)分析说明
图5-25所示为护罩用楔传动夹滚式送料装置的多工位连续式复合模。冲压件护罩是一个弯曲成形的带双耳帽形盒子,用规格标准卷料进行大量生产。该冲模装设了由件13~20构成的带校平器19的常速夹辊式自动送料系统,依靠楔16驱动夹辊支架14上的滚轮,使夹辊靠支架内的斜面左右移动,改变成对夹辊的夹料间隙,实现送料。斜楔推动支架向左,对辊间隙变小,将料夹紧送料;当楔16与支架14的滚轮脱开,弹簧17会使作为楔滑块的支架复位,对辊松开,以备下一行程夹料送进。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-25 护罩用楔传动送料装置的压凸、冲孔、切废、切断并弯曲成形四工位连续式复合模
夹辊式送料装置是由冲模带动的送料装置中,使用较多而送料速度快、精度高的一种。送进料宽B=10~200mm,送进料厚一般可达t=0.3~3mm,送料进距精度可达±(0.01~0.03)mm,送料速度v<600r/min,实际送料能力<40m/min。一般整套装置都标准化、规格化,都装在冲模模芯入料口一侧,用楔驱动。
送料进距S等于驱动楔推动的楔滑块(夹辊支架)的工作行程,可依此通过常规计算,求出单作用驱动楔的工作行程、楔角,进行楔传动机构设计。
该冲模的模芯,设压凸、冲孔、裁搭边与结构废料、切断并弯曲成形四个工位。模上推卸出件,可以不间断常速连续冲压,全自动作业。模具整体采用三导柱滑动导向导柱模架,刚度大、动态稳定性好,适合普通压力机全自动作业、大量生产,效率较高。
由于装设自动送料装置,模体尺寸较大,故要使用宽台面压力机或大吨位压力机。同时,压力机旁要有较宽敞的生产场地,以安放卷料支架及相关辅助装置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。