



【摘要】:弯曲成形要用同一套冲模自动完成,故设计采用楔传动推板送料系统。该冲模用一套展开平毛坯的冲孔、落料工位,实际上是方向相反的两套相同工位,即可以一次落料两个展开平毛坯。当冲模上升回程时,楔23会脱开摆杆滚轮,弹簧24拉动摆杆,使其围绕转轴K摆动,摆杆另一端会推动滑板由右向左,将落料模下的展开毛坯推到弯曲工位W处;在上模下行时,楔23会下行推动摆杆向左,摆杆另一端便拉动滑板向右复位。
(1)模具图(图5-23)
(2)模具主要技术规格及零部件(表5-23)
表5-23 模具主要技术规格及零部件
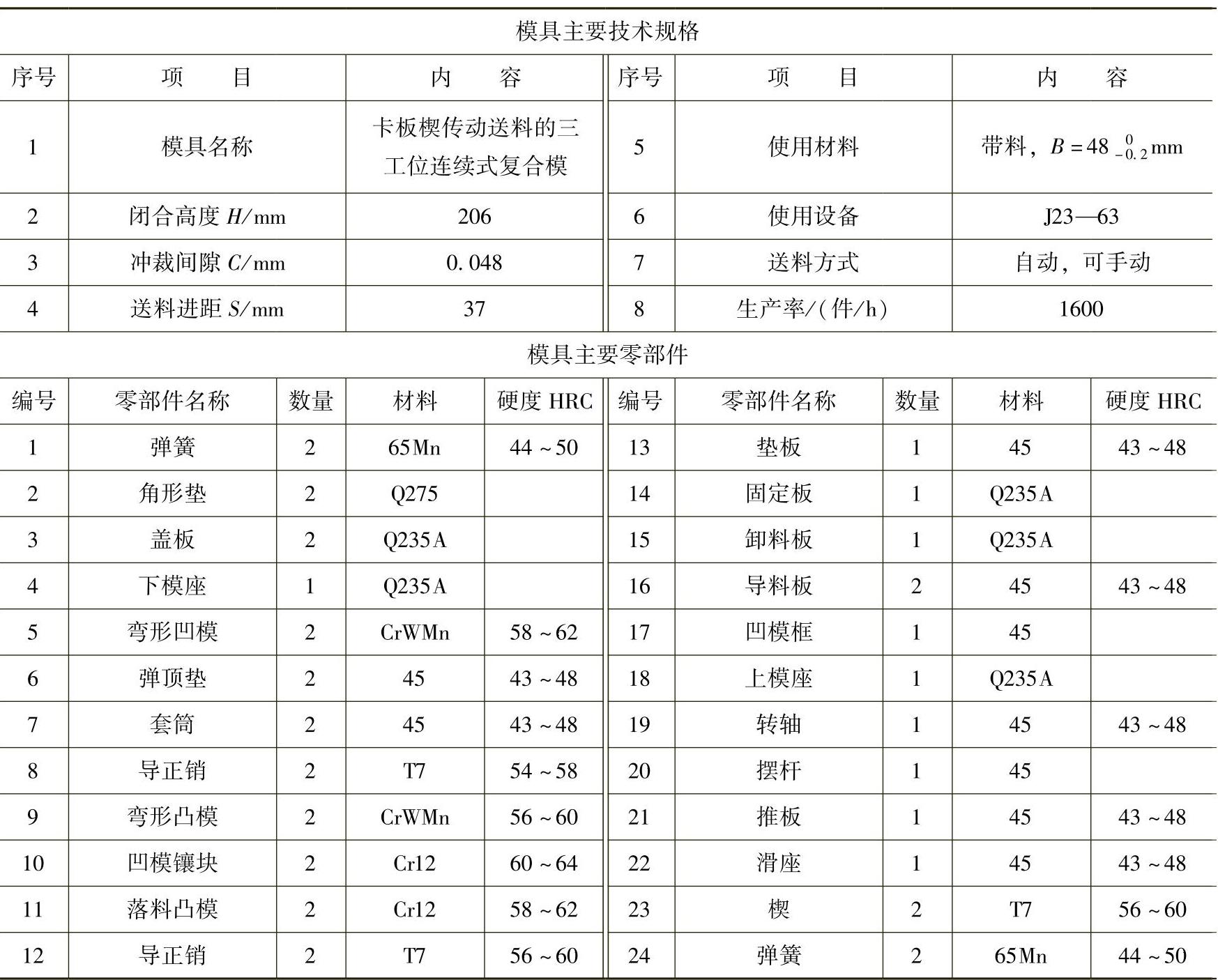
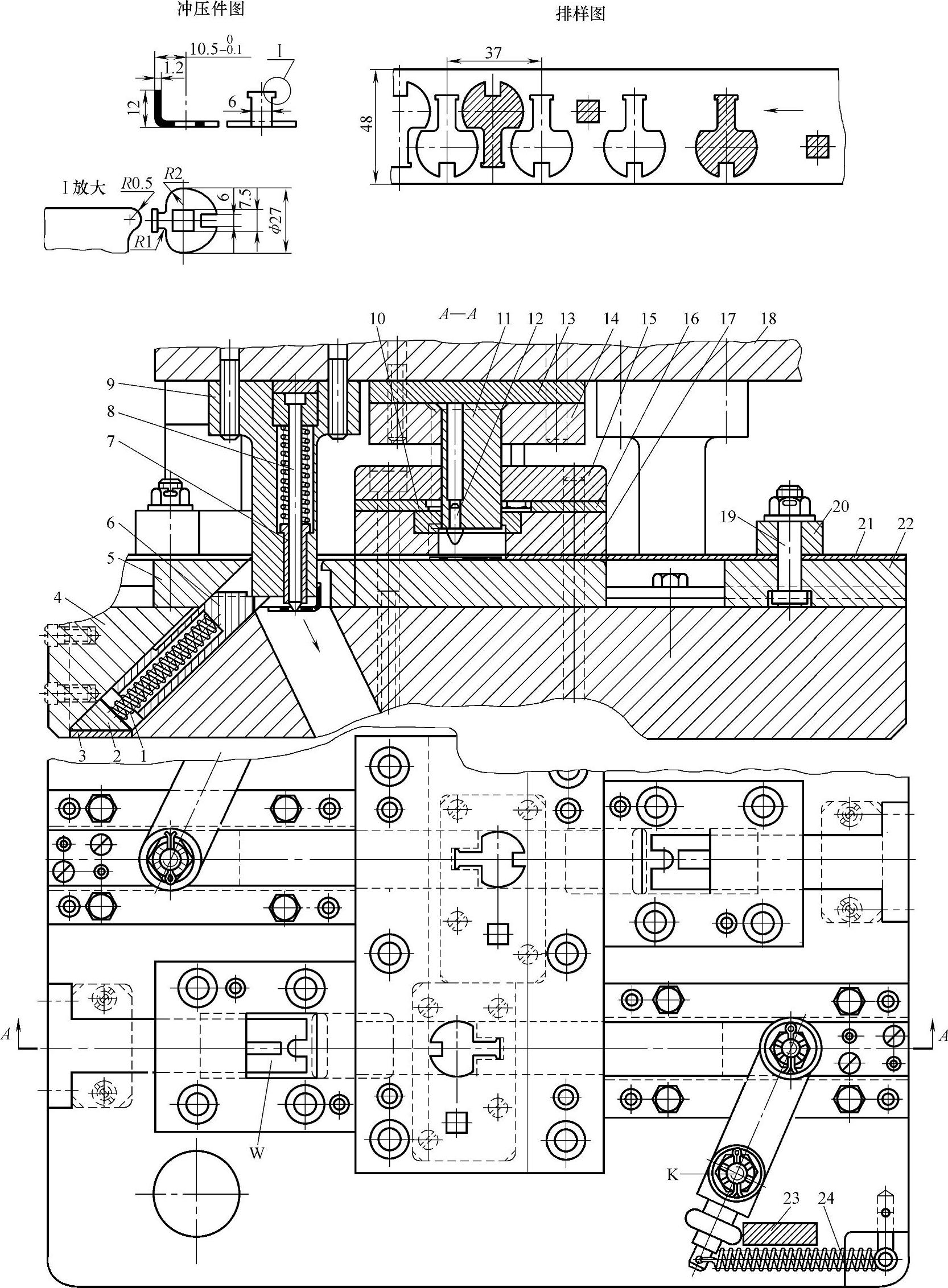
图5-23 卡板楔传动摆杆-滑板式送料装置冲孔、落料、弯曲三工位连续式复合模
(3)分析说明(https://www.xing528.com)
从图5-23所示冲压件图可以看出,该冲压件是一个外廓形状比较复杂、有方孔和方凹口的单弯角90°的小型弯曲件。其展开平毛坯形状在排样图上可以看出,尾部端头凸肩带R=0.5mm的小圆角凸台,只能整体落料后弯形,便于保证其外形精度。
冲压工艺采用单列对排、间隔冲裁,在一个凹模上一次连续冲裁落料两件。对于大量生产的冲压件,这种排样方式(见排样图)可以获得更高的生产率,而且适于自动送料、连续冲压。
弯曲成形要用同一套冲模自动完成,故设计采用楔传动推板送料系统。将落料的展开平毛坯,由落料凸模从凹模洞口下部推出后,推到弯曲工位。弯曲成形后成品零件,由弯曲凸模推送从模下孔口漏落出模。
该冲模用一套展开平毛坯的冲孔、落料工位,实际上是方向相反的两套相同工位,即可以一次落料两个展开平毛坯。按排样方向,需要在落料工位两边设弯曲工位弯曲成形。在两个落料模孔两边设弯曲工位后要配专门推送落料毛坯机构,图中件24、23与相连摆杆、装在落料凹模10下边的推件板等,构成这个推送系统。相同两套系统分置模具两边。
当冲模上升回程时,楔23会脱开摆杆滚轮,弹簧24拉动摆杆,使其围绕转轴K摆动,摆杆另一端会推动滑板由右向左,将落料模下的展开毛坯推到弯曲工位W处;在上模下行时,楔23会下行推动摆杆向左,摆杆另一端便拉动滑板向右复位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。