



【摘要】:模具图模具主要技术规格及零部件表5-22 模具主要技术规格及零部件图5-22 梯形环用楔传动机构切断、多向弯曲成形的二工位连续式复合模分析说明图5-22所示连续模,可用3.5mm成盘钢丝,在公称压力为400kN的国产JH21—40型开式双柱固定台压力机上成批和大量生产图示钢丝梯形环冲压件,无废料,冲件质量好,生产又十分安全,能实现优质高产、低消耗的目标。该冲模主要结构特点如下:1)用3组楔传动机构实施3.5mm钢丝梯形环的多弯角多向自动弯曲。
(1)模具图(图5-22)
(2)模具主要技术规格及零部件(表5-22)
表5-22 模具主要技术规格及零部件
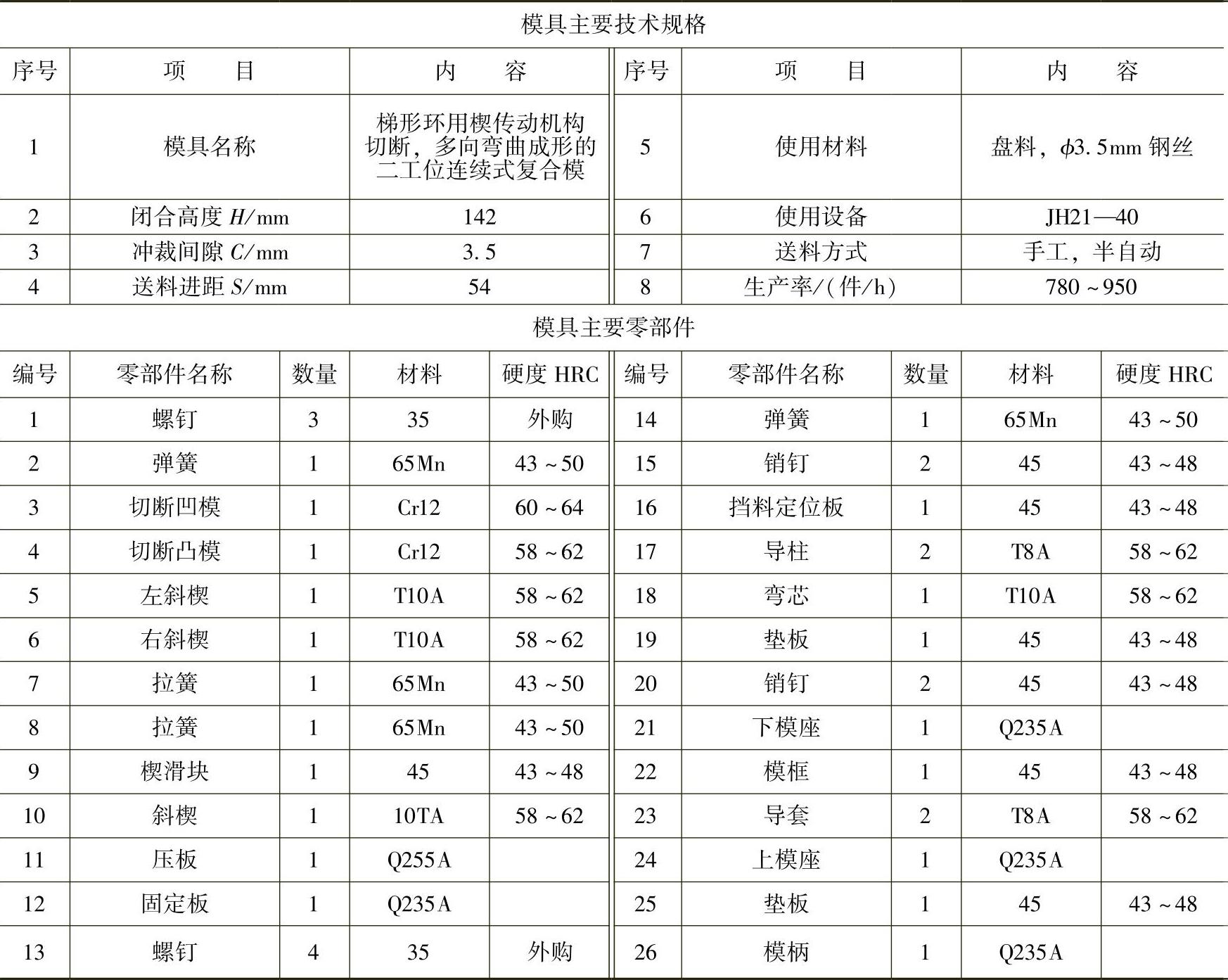
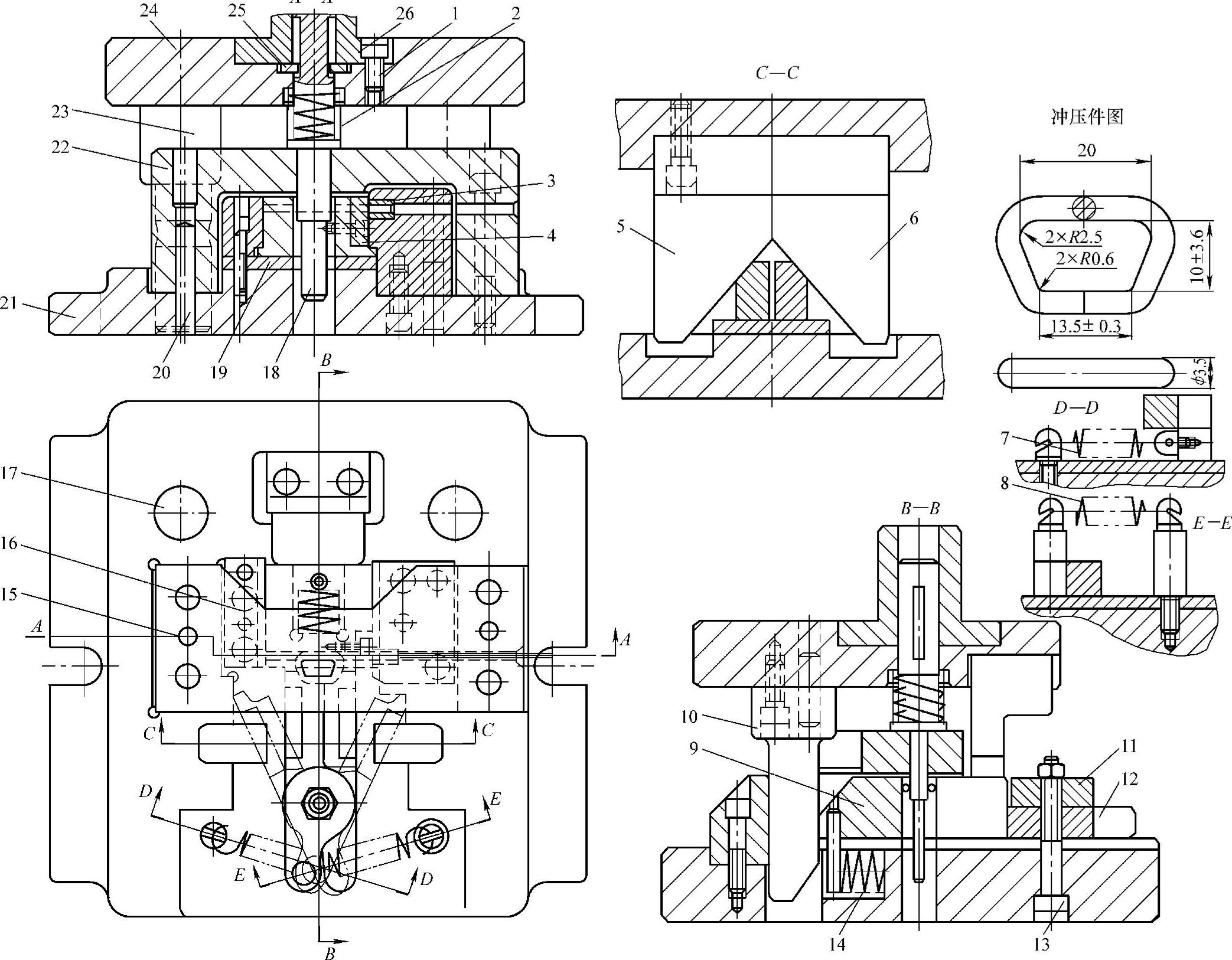
图5-22 梯形环用楔传动机构切断、多向弯曲成形的二工位连续式复合模
(3)分析说明(https://www.xing528.com)
图5-22所示连续模,可用ϕ3.5mm成盘钢丝,在公称压力为400kN的国产JH21—40型开式双柱固定台压力机上成批和大量生产图示钢丝梯形环冲压件,无废料,冲件质量好,生产又十分安全,能实现优质高产、低消耗的目标。其冲压运作过程如下:
手工将钢丝料头插入冲模右边入料口,并直接送到挡料板16后,上模下行,弯芯插入中心模孔并支承住钢丝中心点,切断凸模4沿切断凹模3刃口将凹模内送出的钢丝切断,斜楔10推动楔滑块9,将钢丝围绕模芯弯成 形。上模继续下行,斜楔5、6迫使一对模块摆动夹推着已弯成
形。上模继续下行,斜楔5、6迫使一对模块摆动夹推着已弯成 形坯的两端相向合拢弯曲成形。当模具开启后,拉簧7、8分别将一对摆动模块拉开复位,成品制作在弯芯上升回程时,在匹配凹模口处强制退卸工件出模。该冲模主要结构特点如下:
形坯的两端相向合拢弯曲成形。当模具开启后,拉簧7、8分别将一对摆动模块拉开复位,成品制作在弯芯上升回程时,在匹配凹模口处强制退卸工件出模。该冲模主要结构特点如下:
1)用3组楔传动机构实施ϕ3.5mm钢丝梯形环的多弯角多向自动弯曲。模内切断及多向弯曲,全自动实施。
2)摆动模块用一对斜楔5、6控制,在弯芯18支承下,完成水平相向弯曲成形。
3)切断ϕ3.5mm钢丝采用圆环形刃口,实施径向错开切断,钢丝切断面畸变明显。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。