



【摘要】:模具图图5-17 矩形钢套楔传动送料半自动连续弯曲成形二工位连续式复合模模具主要技术规格及零部件表5-17 模具主要技术规格及零部件分析说明图5-17所示楔传动机构驱动装在料斗下边的滑板左右移动,将由手工叠齐装入料斗的展开平毛坯,逐渐推送至各工位冲压加工。
(1)模具图(图5-17)
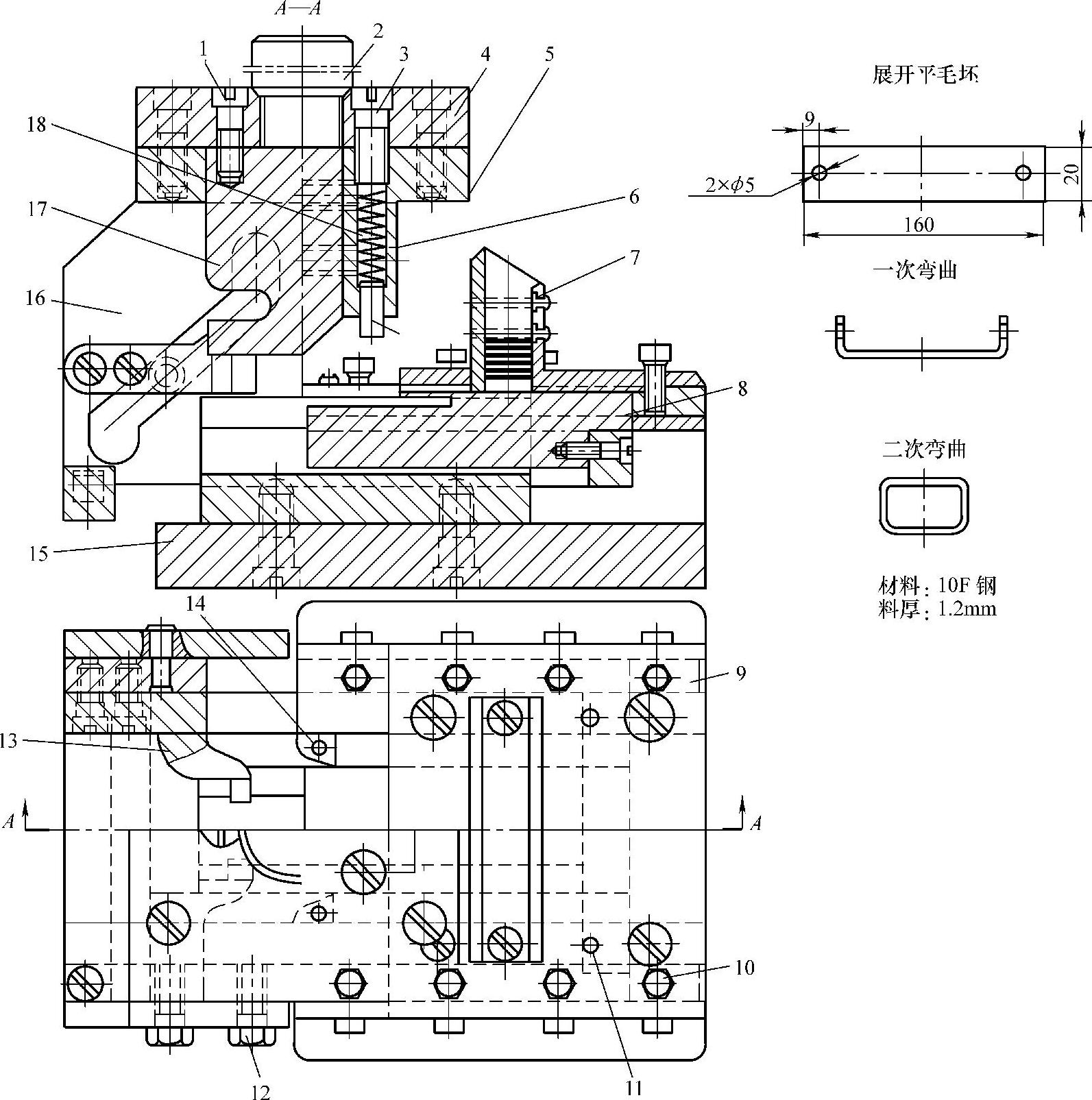
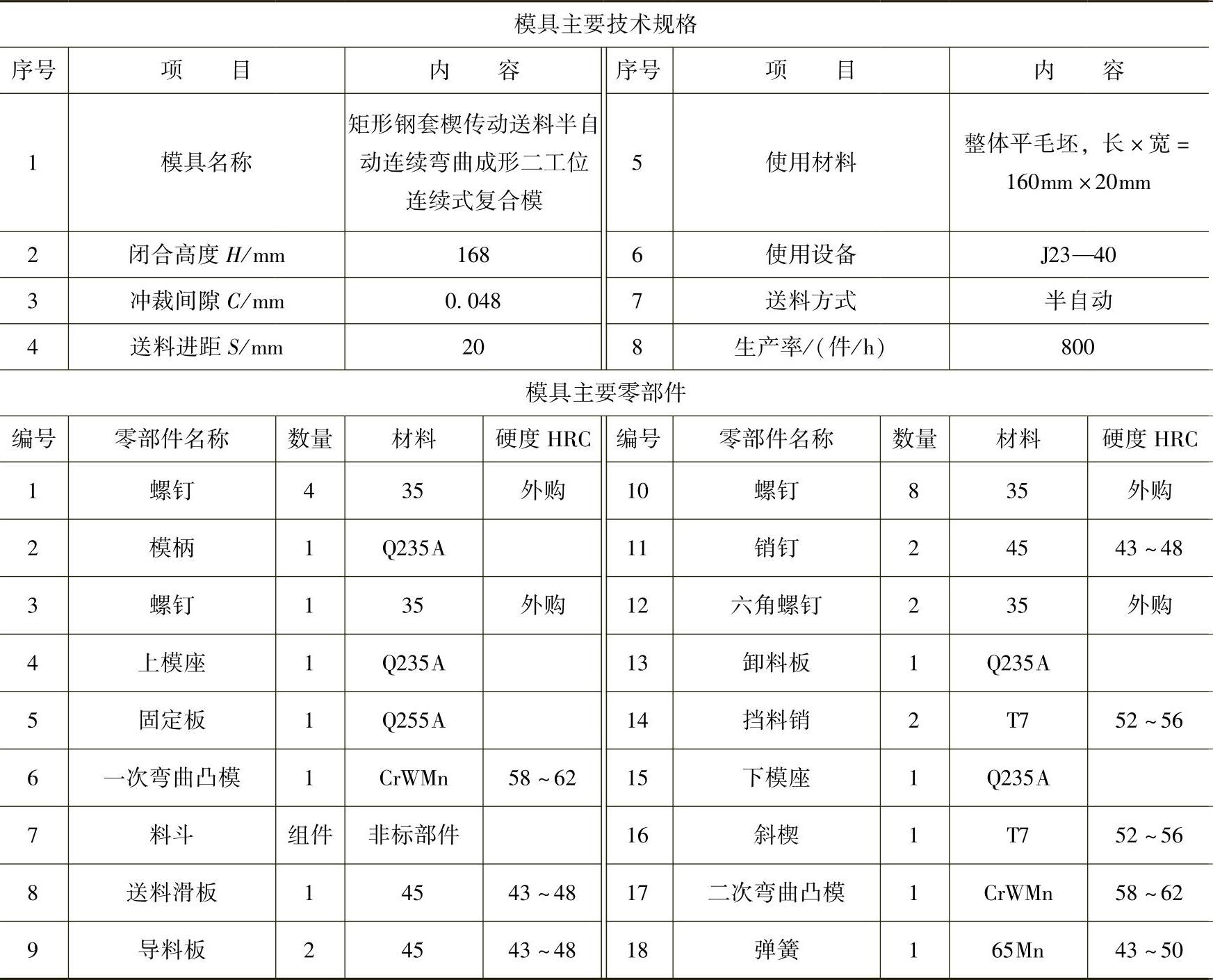
图5-17 矩形钢套楔传动送料半自动连续弯曲成形二工位连续式复合模
(2)模具主要技术规格及零部件(表5-17)
表5-17 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图5-17所示楔传动机构驱动装在料斗下边的滑板左右移动,将由手工叠齐装入料斗的展开平毛坯,逐渐推送至各工位冲压加工。装在料斗中的展开平毛坯是用专门的冲孔、落料连续模或复合模冲制的,而该冲模的送料系统就是由楔传动机构驱动专用料斗下的滑板实现自动送料。料斗7的内腔尺寸按展开平毛坯制造。该冲模的运作过程如下:当上模回程上升时,斜楔16将滑板8由右向左推动,滑板从料斗7下边将毛坯逐件由料斗推到凸模6下边由挡料销14挡料定位,进行第一次 形弯曲;然后,弹顶销将预弯的
形弯曲;然后,弹顶销将预弯的 形坯件从凸模6上卸下来,滑板推动平毛坯沿导料槽以件推件的形式,将
形坯件从凸模6上卸下来,滑板推动平毛坯沿导料槽以件推件的形式,将 形坯件推送至二次弯曲凸模17下边,进行最终弯曲成形;成品工件随凸模17上升,由卸料板13将其卸下出模。
形坯件推送至二次弯曲凸模17下边,进行最终弯曲成形;成品工件随凸模17上升,由卸料板13将其卸下出模。
该冲模的结构特点如下:
1)用已落料成形的展开平毛坯,进行连续弯曲成形。
2)用楔—滑板机构的送料装置,以料推料的形式实现半自动送料。
3)用固定挡料销为送进毛坯定位,经济又可靠。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。