



【摘要】:而采用落料后弯形,将冲裁与弯形分置于两个凹模上,用楔传动实施工位间毛坯送进,可以较好解决上述冲模结构设计上的诸多困难。图5-16 管座楔传动实现工位间自动送进的三工位连续式复合模图5-16所示管座弯曲件弯边高度大、展开尺寸大而形状复杂。条料经冲孔、落料两工位后,整体落料毛坯从凹模底部被凸模推出,由楔驱动的推板9将毛坯推送至弯曲工位,在件12上弯形。
(1)模具图(图5-16)
(2)模具主要技术规格及零部件(表5-16)
表5-16 模具主要技术规格及零部件

(3)分析说明
对于一些弯边高度大、展开平毛坯外形复杂又有高精度要求的弯曲件及弯边高度不等的多弯角复杂形状弯曲件,用常规的所有工位在同一平面沿送料方向布置的多工位连续模一模成形冲制完成,在其结构设计上会发生工位排列过于密集、凹模尺寸过大、模具闭合高度过大以及冲裁精度达不到要求、出卸件困难等诸多问题。而采用落料后弯形,将冲裁与弯形分置于两个凹模上,用楔传动实施工位间毛坯送进,可以较好解决上述冲模结构设计上的诸多困难。图5-16所示管座楔传动实现工位间自动送进的三工位连续式复合模是一个典型实例。(https://www.xing528.com)
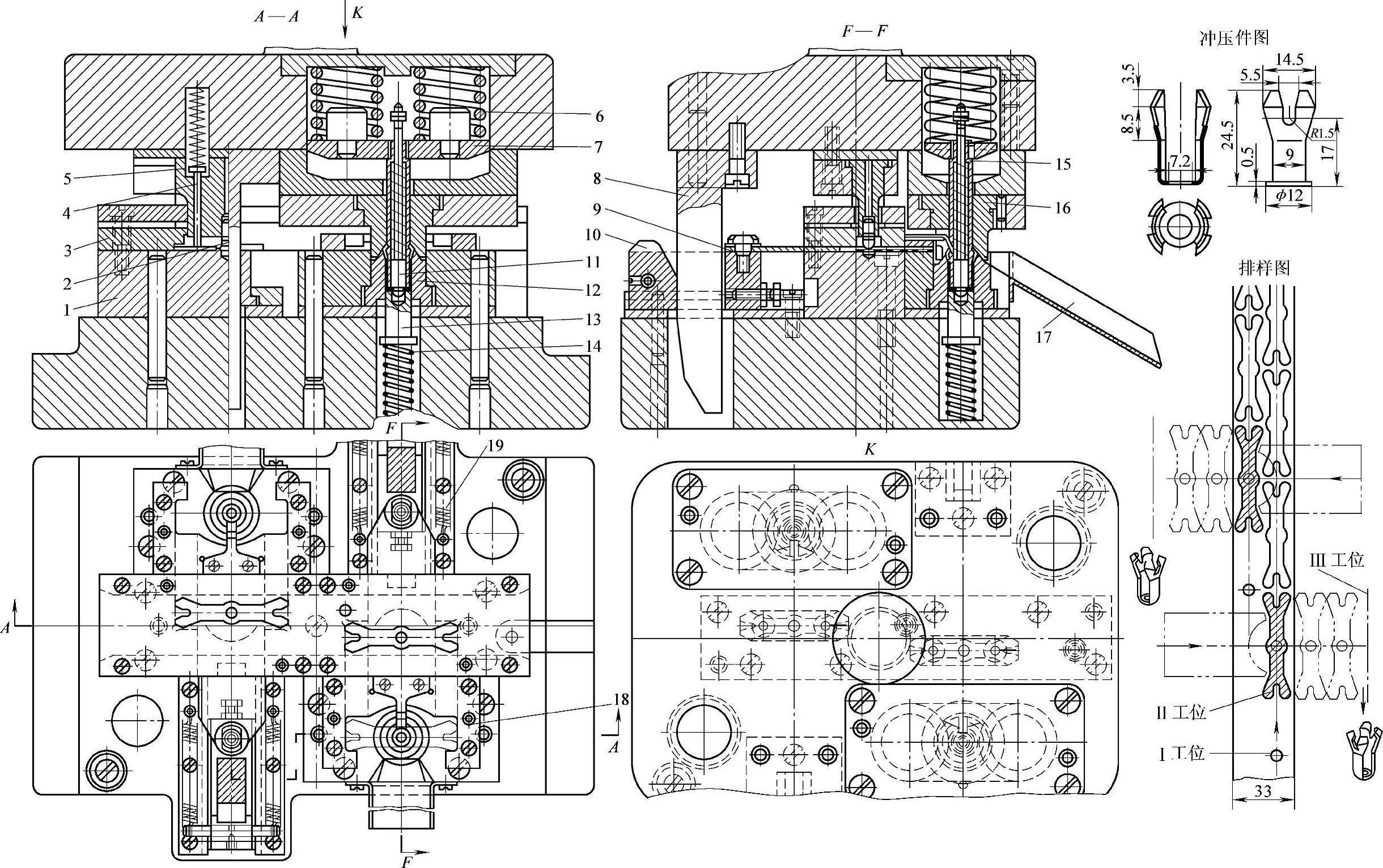
图5-16 管座楔传动实现工位间自动送进的三工位连续式复合模
图5-16所示管座弯曲件弯边高度大、展开尺寸大而形状复杂。冲压工艺采用展开平毛坯错开双列直排,整体落料后用楔传动机构,分别向两边推送展开毛坯,并在第Ⅲ工位上弯成形。条料经冲孔、落料两工位后,整体落料毛坯从凹模底部被凸模推出,由楔驱动的推板9将毛坯推送至弯曲工位,在件12上弯形。最终完成的冲件,由顶件器13顶出模,下一个入模毛坯推开沿旁边倾斜滑道17流入成品零件箱。
由于冲孔与落料的冲裁凹模与弯曲凹模不在一个平面上,使处于较低平面的弯曲凹模具有更大的成形空间,可以弯曲弯边高度更大的工件;冲裁凹模整体一次冲出弯曲件的展开毛坯,不仅精度高,模具工位减少,制造也方便。这种结构较为紧凑,模具闭合高度比相当冲裁模增加不多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。