



【摘要】:模具图图5-11 框架楔传动多向弯曲并传递毛坯的二工位连续式复合模模具主要技术规格及零部件表5-11 模具主要技术规格及零部件分析说明图5-11所示为框架楔传动多向弯曲并传递毛坯的二工位连续式复合模。该零件依冲压工艺要求,用带料采用图5-11所示连续式复合模,连续冲压一模成形。斜楔1匹配楔滑块2上装有台阶式弯形凸模3,其弯曲行程就是楔滑块2的工作过程。用这些基本参数设计楔及楔传动机构。
(1)模具图(图5-11)

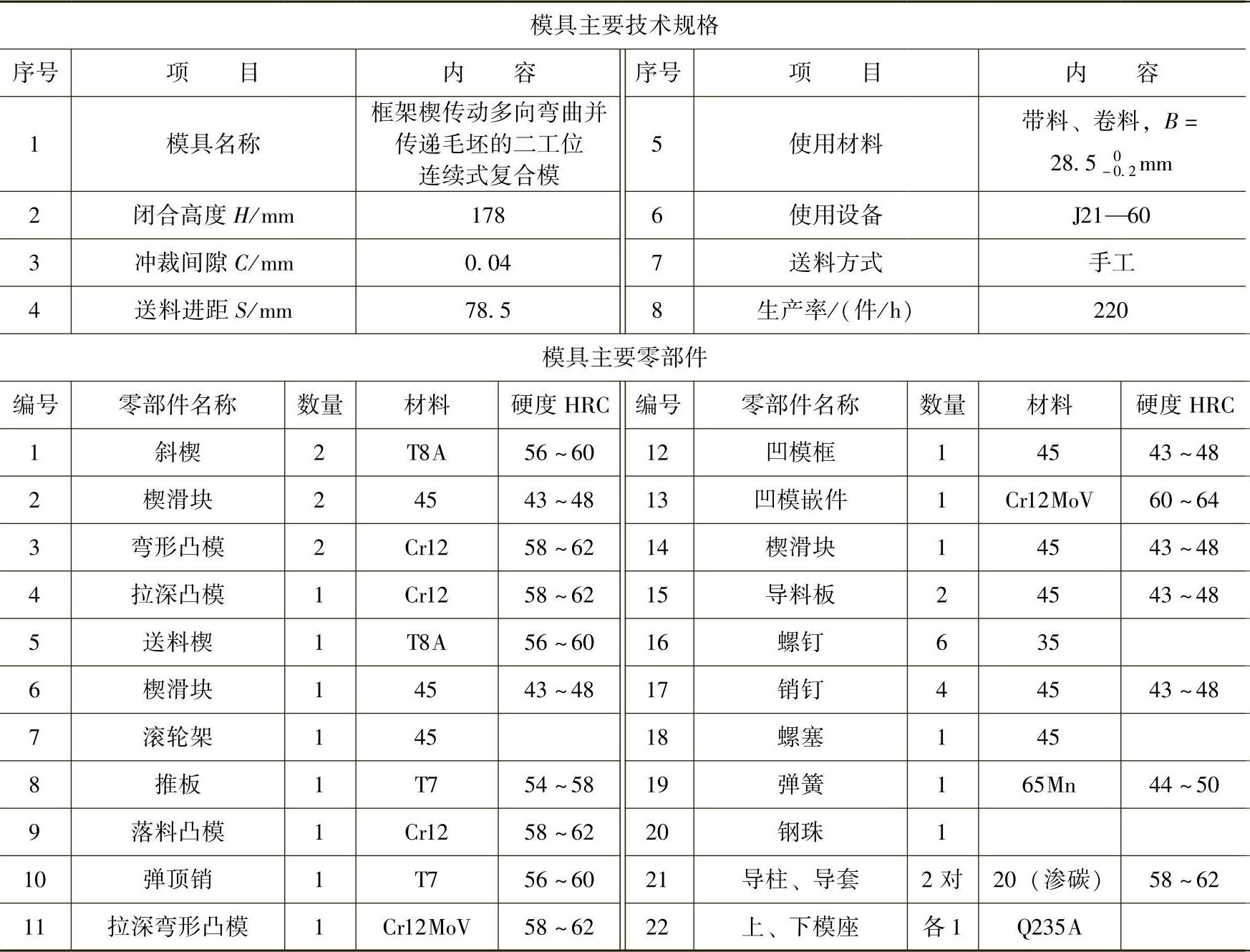
图5-11 框架楔传动多向弯曲并传递毛坯的二工位连续式复合模
(2)模具主要技术规格及零部件(表5-11)
表5-11 模具主要技术规格及零部件(https://www.xing528.com)
(3)分析说明
图5-11所示为框架楔传动多向弯曲并传递毛坯的二工位连续式复合模。从冲压件图可以看出,该冲压件似提篮形的框架具有较大的冲压难度。该零件依冲压工艺要求,用带料采用图5-11所示连续式复合模,连续冲压一模成形。根据该零件展开平毛坯形状复杂、要求控制和检测尺寸多、成品零件形位精度高、要求互换性强和一致性好等特点,工艺排样采用单列纵置有搭边、有沿边排样,先整体落料后浅拉深再双向侧弯曲成形。其冲压全过程如下:
带料从箭头指示入料口送入,在第Ⅰ工位整体落料,由落料凸模9及匹配凹模实施,并由凸模将落料平毛坯推出凹模底孔,由弹顶销10将落料平毛坯顶离凸模压在拉深凹模表面平板上,当上模回程上升时,楔5推动装在推板8的楔滑块,将平毛坯向右推动一段距离,到达拉深工位,上模11下行拉深弯形,见图中E—E剖视图。在第Ⅱ工位的连续多向、多弯角的弯曲成形,采用多角斜楔轴对称布置两组,同时相向弯曲,最终成形。斜楔1匹配楔滑块2上装有台阶式弯形凸模3,其弯曲行程就是楔滑块2的工作过程。楔角形状、大小及行程控制着楔滑块动作及行程。因此,可根据弯曲件弯角形状、弯曲方向及弯边尺寸,计算出弯角大小及需要的弯曲行程。用这些基本参数设计楔及楔传动机构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。