



(1)模具图(图5-8)
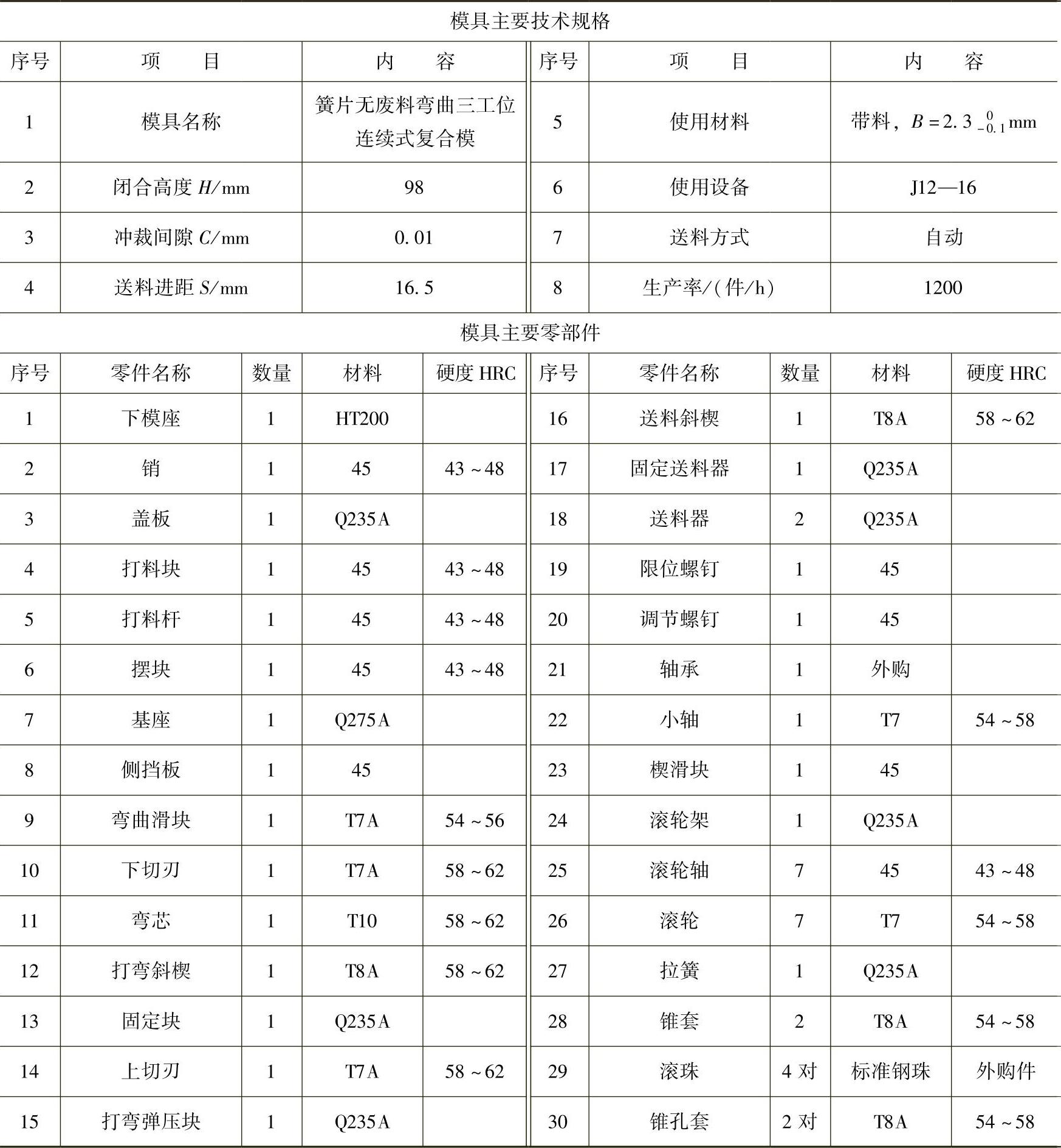
(2)模具主要技术规格及零部件(表5-8)
(3)分析说明
图5-8所示连续式复合模,可用料厚t=0.15mm、料宽B=2.3-00.1mm的65mm冷轧弹簧钢带,在公称压力为160kN的国产J12—16型开式单柱活动台偏心压力机上,大量冲制冲压件图示出的簧片冲压件,不仅操作工人劳动强度低,自动化水平高,操作安全,而且生产效率高,冲压件质量高,一致性好,互换性强,可以实现优质、高产、低消耗。该冲模的运作过程及结构特点如下:
1)合格的带料由开卷机开卷后送入由件24、件25和件26等构成的原材料校直系统,经校直辊轮组校直的带料经活动送料器18进入固定送料器17。送料的滚珠夹持式结构见A—A剖视图。
2)送料器内装有A—A剖视图结构的滚珠夹持装置。活动送料器与固定送料器的内装滚珠夹持装置沿送料中心线背送料前进方向对头安装,当活动送料器在楔16通过滚轮26拖着楔滑块23带动活动送料器由左向右在带料表面滑行时,固定送料器内两钢珠合拢夹住带料防止其移动,而活动送料器内钢珠松开带料向右运动。当楔16随上模回程上升时,楔16与滚轮26脱开,拉簧27会拉动楔滑块23复位。装在楔滑块上的活动送料器内装两个滚珠会相向合拢夹往带料送进,固定送料器内两滚珠沿送料方向移动,将带料松开,材料顺畅送进到位。(https://www.xing528.com)
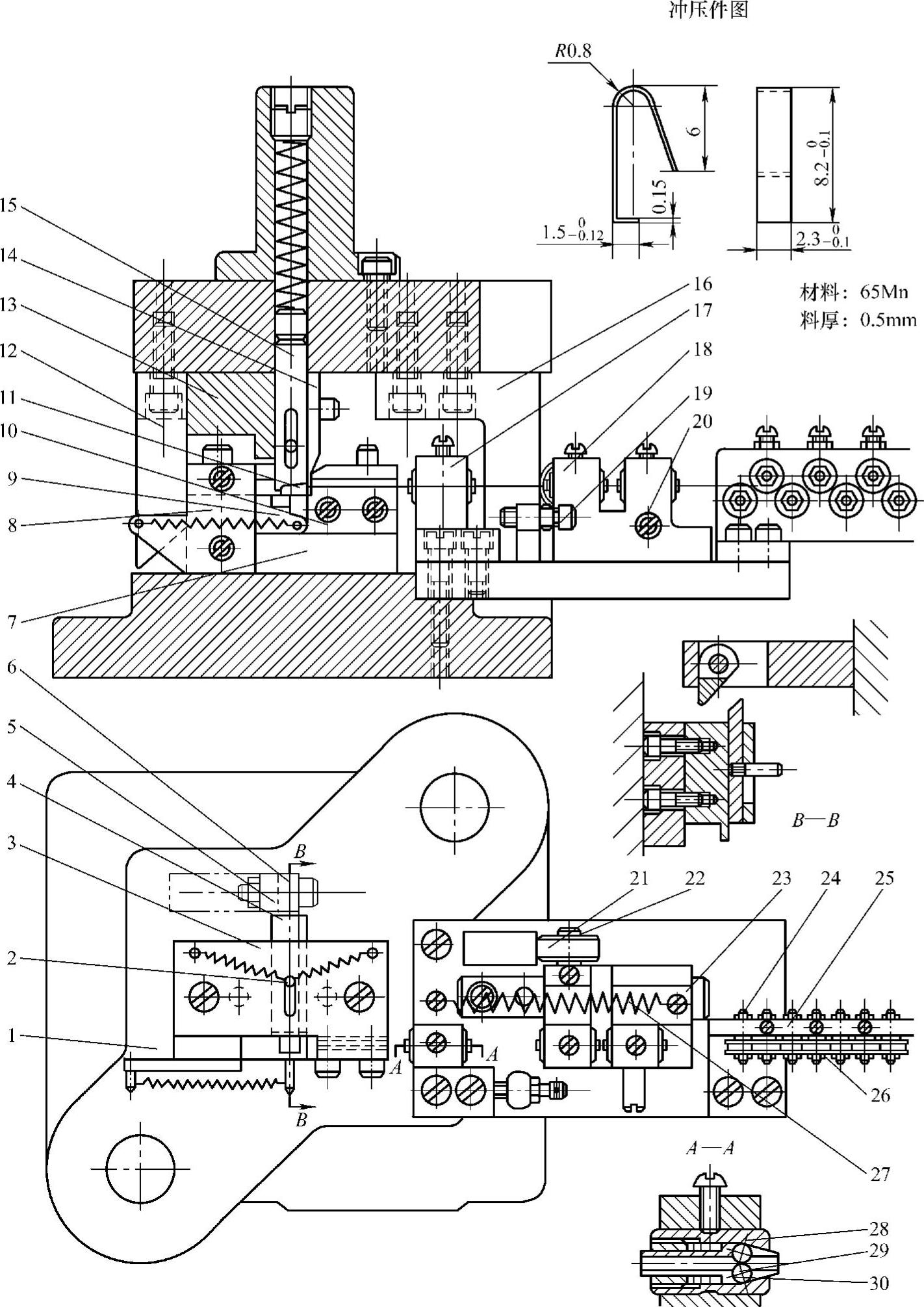
图5-8 簧片楔传动机构送料并弯形的无废料校直、切断、弯曲三工位连续式复合模
表5-8 模具主要技术规格及零部件
3)带料进入切断弯曲复合冲压工位,由上切刃14和下切刃10切断。上切刃14一面是刃口,一面有R0.5mm圆角,它与弹压块15、弯芯11开始压弯。上模继续下降时,在弹簧作用下,弹压块15压住工件,斜楔12推动弯曲滑块9完成制件的最终成形。上模回程上升时,打料块4将成形工件从弯芯11上卸下。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。