



【摘要】:模具图图5-6 变截面支架楔传动六工位连续式复合模表5-6 模具主要技术规格及零部件模具主要技术规格及零部件分析说明从图5-7的冲压件图中可以看出,接触片是料薄、尺寸小、形状很复杂的小型弯曲件。图5-7 接触片楔传动冲裁、压弯、成形六工位连续式复合模表5-7 模具主要技术规格及零部件(续)第Ⅲ工位预冲中心翻边孔,为翻边、压花作准备。最后由楔传动机构推动活动翻边凹模,将成品零件从弯芯下推卸出模。
(1)模具图(图5-7)
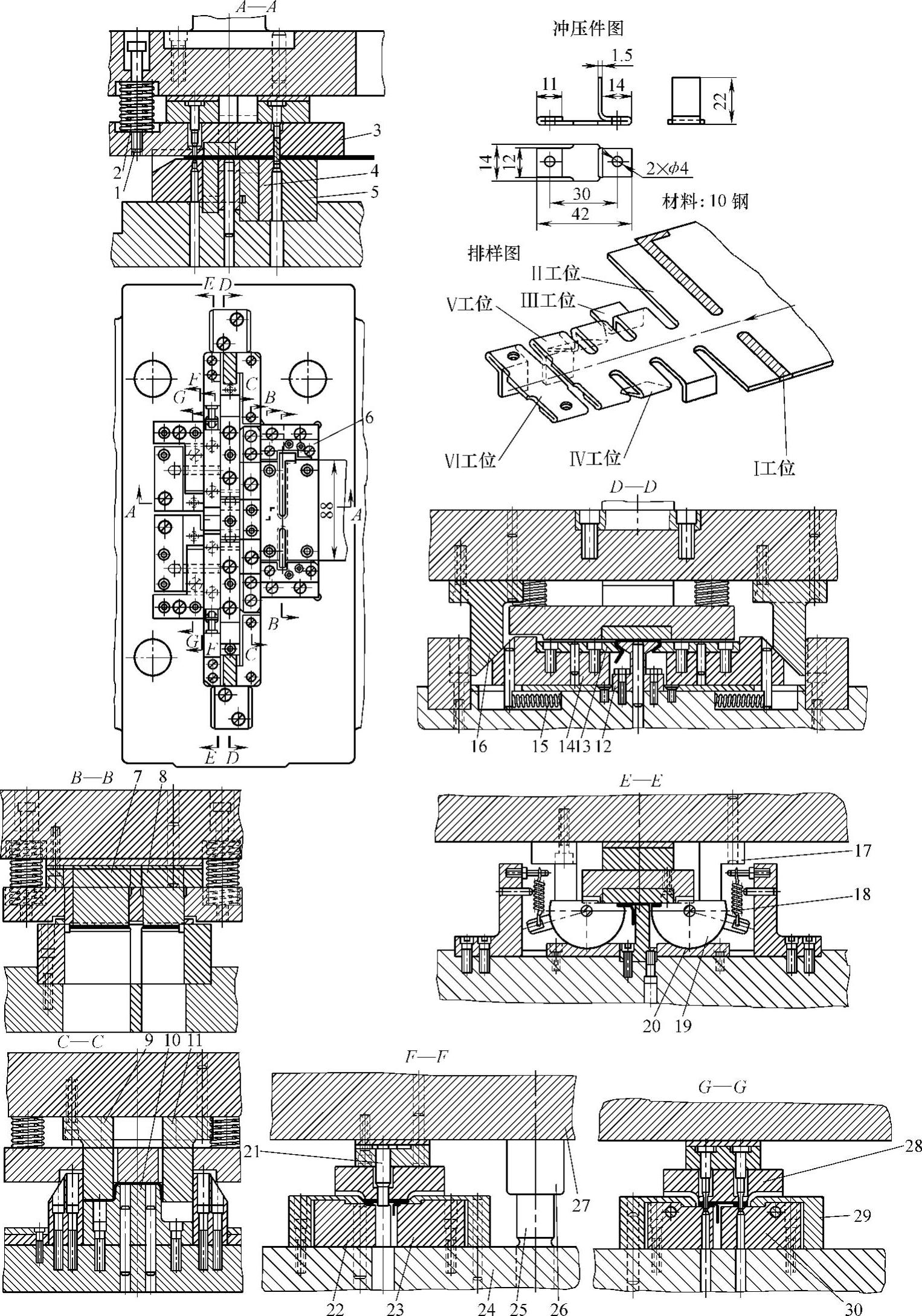
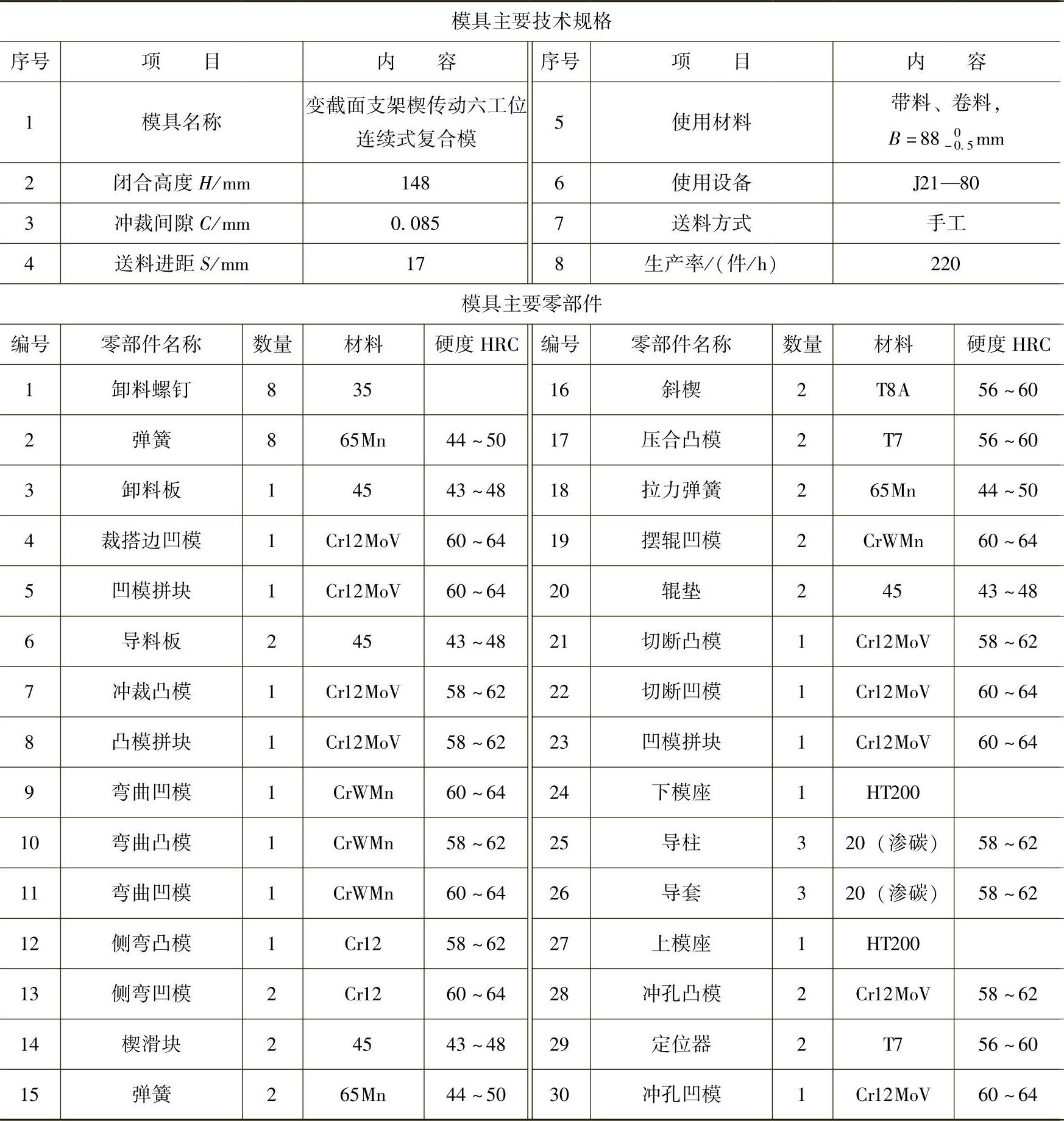
图5-6 变截面支架楔传动六工位连续式复合模
表5-6 模具主要技术规格及零部件
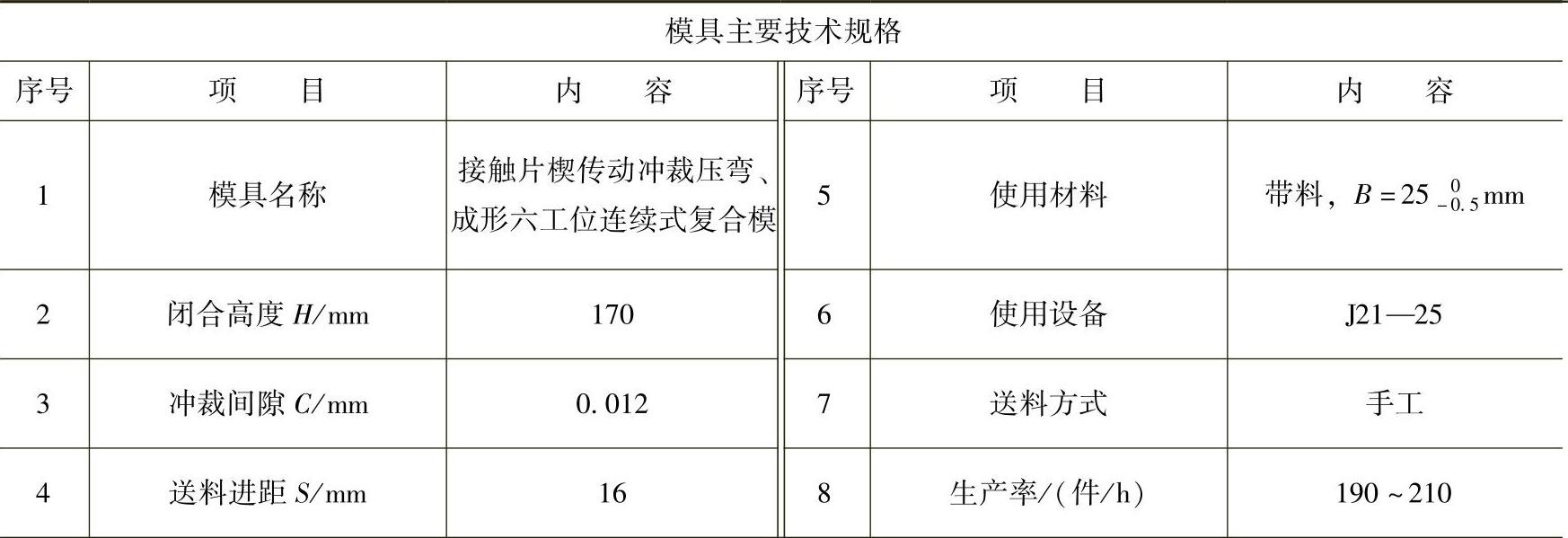
(2)模具主要技术规格及零部件(表5-7)
(3)分析说明
从图5-7的冲压件图中可以看出,接触片是料薄、尺寸小、形状很复杂的小型弯曲件。其材料为QSn6.5-0.1锡青铜,料厚t=0.3mm。从整体上看,接触片是一个在其底部中心ϕ5mm范围内,有翻边、压花工艺作业的闭式、异形多角弯曲件,其展开平毛坯的外形近似十字形。冲压工艺考虑该零件的结构形状特点及成形作业工步多的情况,适合也应该用一套多工位连续模进行连续冲压一模成形,并用送料携带工件实现工位间送进,在最后弯曲成形后切断分离,再用预冲孔翻边、压花,完成工件冲压。其冲压运作过程如下:
第Ⅰ工位用标准凹式侧刃对入模带料切边定距,控制送料进距精度。
第Ⅱ工位用成对侧边成形凸模冲切结构废料,获取大半展开毛坯外形。
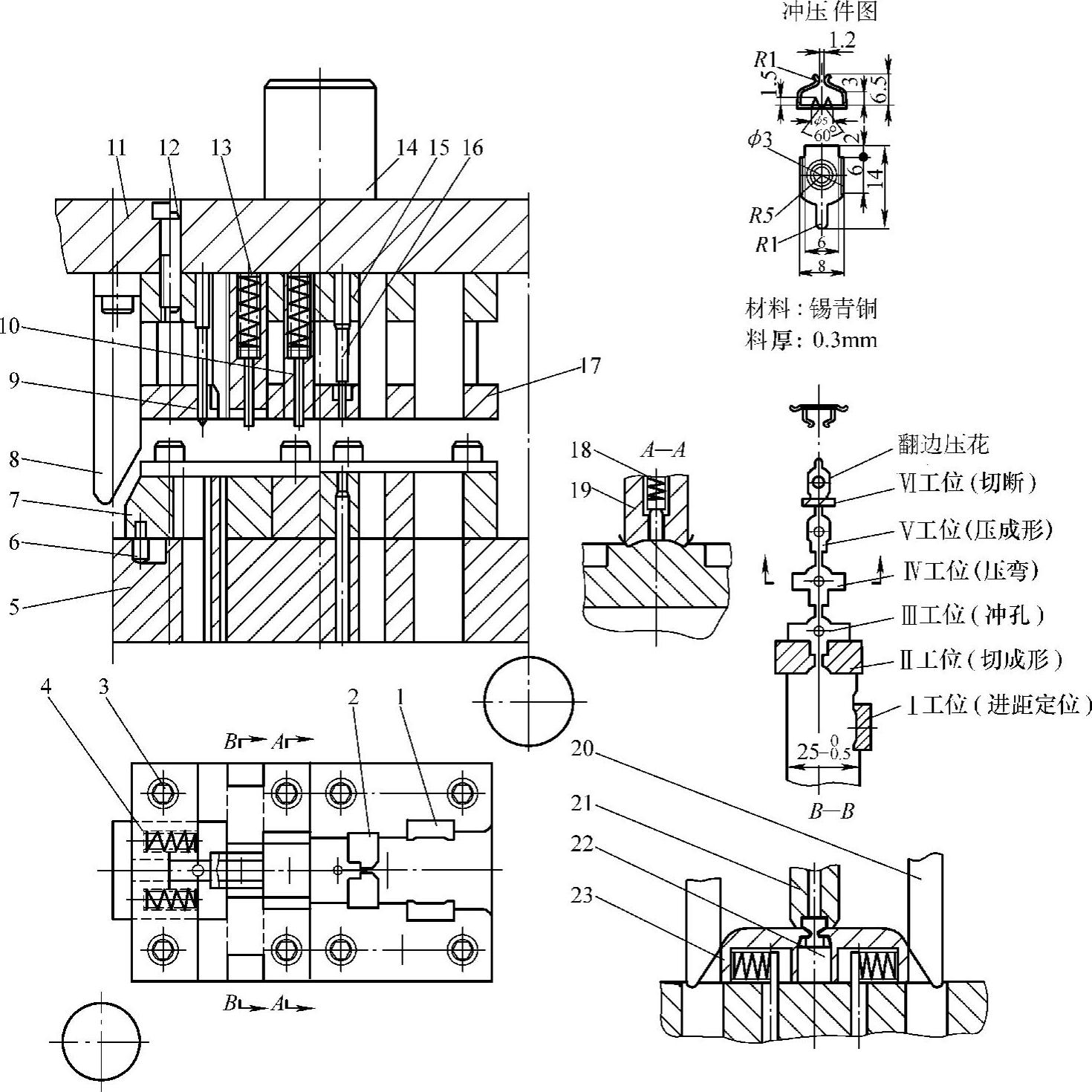
图5-7 接触片楔传动冲裁、压弯、成形六工位连续式复合模(https://www.xing528.com)
表5-7 模具主要技术规格及零部件
(续)

第Ⅲ工位预冲中心翻边孔,为翻边、压花作准备。
第Ⅳ工位压弯,为最终弯曲成形作准备。其弯曲工作情况见图中A—A剖视图。
第Ⅴ工位弯曲成形。其弯曲工作情况见图中B—B剖视图。
第Ⅵ工位切断并翻边压花复合冲压成形。最后由楔传动机构推动活动翻边凹模,将成品零件从弯芯下推卸出模。该冲模结构特点如下:
1)冲模整体采用高精度对角导柱模架弹压导板结构,提高模架导向及冲压精度。
2)利用多组楔传动机构,实现横向冲弯成形,效率高而结构紧凑。
3)便于实现自动冲压,操作安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。