



(1)模具图(图5-5)
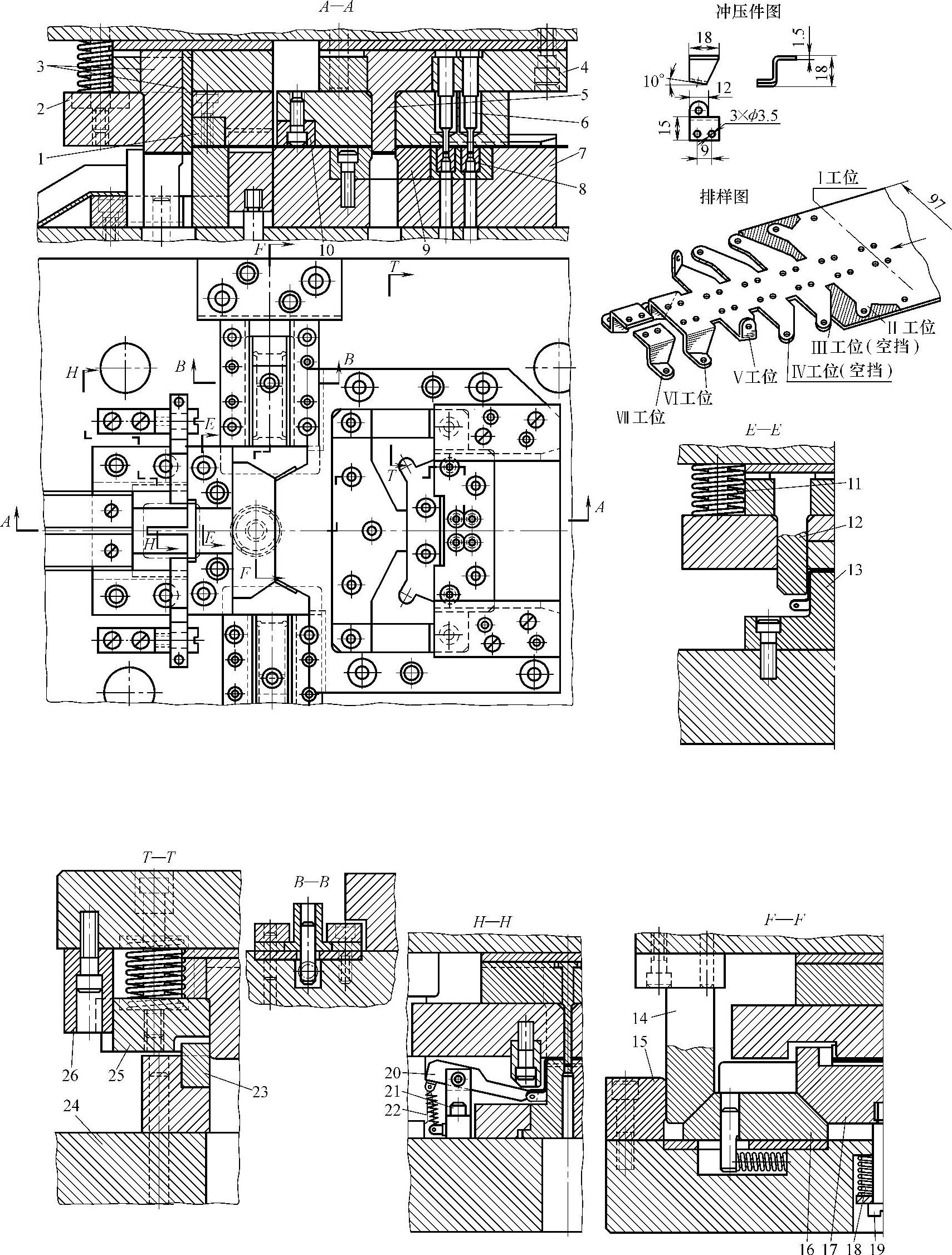
图5-5 斜角座楔传动冲弯成形七工位连续式复合模
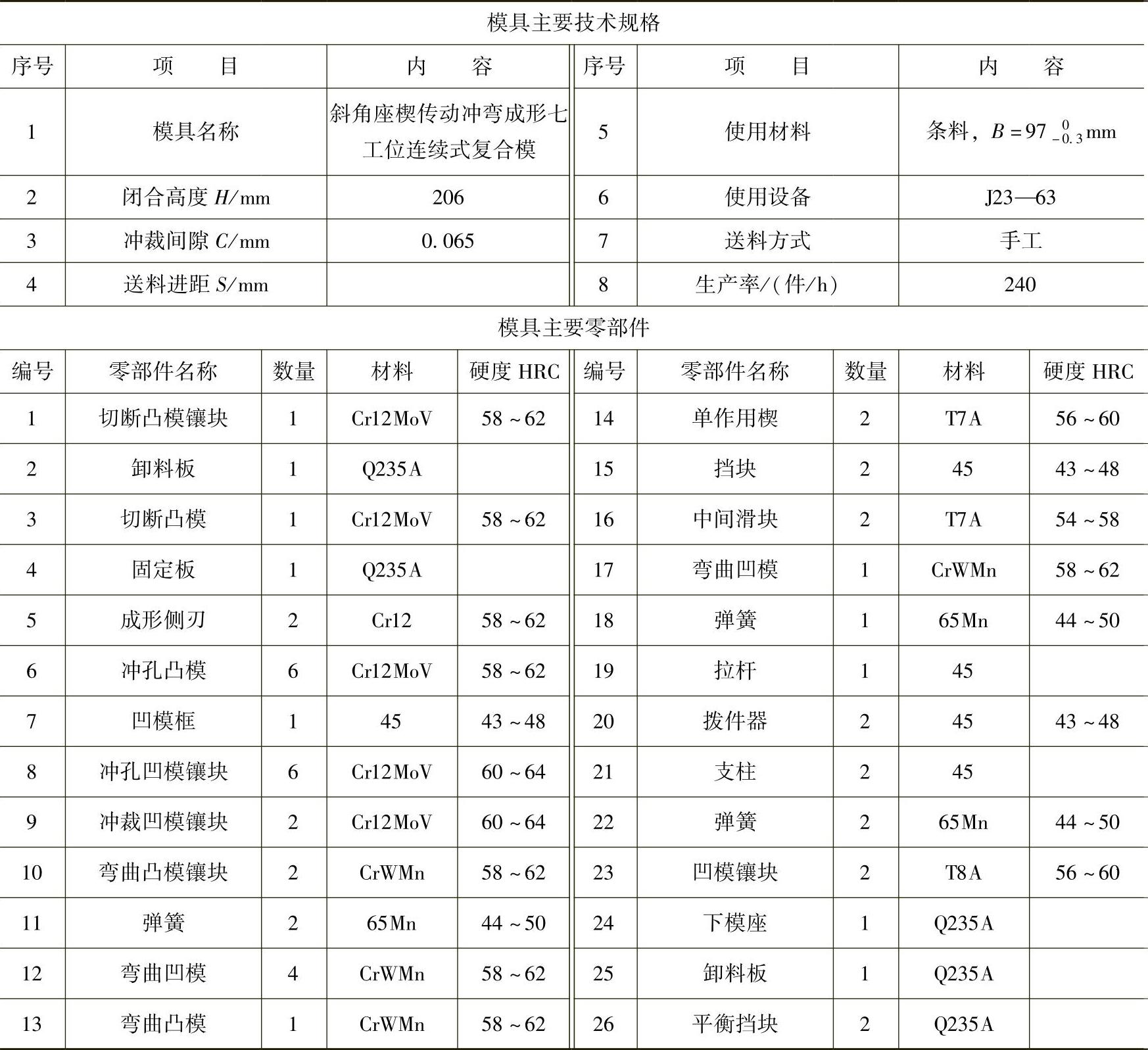
(2)模具主要技术规格及零部件(表5-5)
表5-5 模具主要技术规格及零部件
(3)分析说明
图5-5所示的斜角座楔传动七工位连续式复合模,可以直接从条(带)料经冲孔、裁搭边、连续弯曲成形,切断分离等七工位,一模成形冲出高质量的斜角座零件。冲压难点在于其上斜10°圆耳的成形。其冲模结构设计考虑如下诸点:(https://www.xing528.com)
1)先冲孔后落料(冲裁弯曲部位外廓),以简化冲孔工位和凸、凹模结构。若弯曲后冲孔,将使冲孔工位结构复杂化,弯曲成形会引起孔形改变或使工件变形。见排样图第Ⅰ、Ⅱ工位。
2)弯曲成形切断分离,不宜采用整体落料出平板毛坯再进行弯曲,否则,材料送进以及各工位间的毛坯传递就不能利用送进材料携带,落料后的平板毛坯送进,只能采用另一套专门送进机构解决,整个冲模结构将更加复杂。所以,用裁搭边排样获取毛坯大部分外廓,将工件留在材料上,用送料携带至各工位冲压,最后工位切断分离,见排样图。
3)工位设置应考虑冲模制造的工艺性。展开平板毛坯成对组合冲裁,不仅6个孔位均布对称,冲裁两圆头外廓和弯曲两个圆耳也分别对称,冲模制造简便,冲压时冲模受力均匀,修理与更换冲模易损件也较方便。
4)考虑冲模结构及工作元件安装位置要求,可以适当加一些空挡工位。如6个直径为3.5mm的孔,其凸模杆部和固定端需要加固,将其直径放大,故在送进方向上,除两个相邻毛坯中间,在最后切断的搭边加宽外,尚需留出适当空工位,见排样图第Ⅲ、Ⅳ工位。
综合冲压工艺及冲模结构设计需要,最终采用七工位,其工位安排示于排样图。
设计采用三导柱滑动导向标准模架,用整体式强力弹压卸料板,进料端口部设对称的导料板,构成导料槽,冲裁凹模及各工位下模,均按工位用镶块拼合后,装在凹模框中并组合紧固在下模座上。为了在V工位向下向上弯出圆耳,设计了F—F剖视图所示的单作用驱动斜楔传动结构。用斜楔14向下推动楔滑块16横向水平移动,再由件16推动弯曲凹模17向上弯曲圆耳。由压力机垂直向下的冲压力变为水平横向动作后,再改变成由下向上的冲弯动作,不采用斜楔传动机构,要两次改变冲压力的方向并按实际需要传递足够的冲弯力,弯出斜置圆耳,非常困难。
成形侧刃5是单面冲裁,为平衡向外的侧向压力并确保其稳定,特意在冲裁凹模外侧及相应卸料板外侧设置限位挡块15、26,见T—T剖视图。Ⅵ工位弯 形的系统结构,见E—E剖视图。而切断分离成两个工件后,由拨杆卸件器卸除工件并推出冲模,其系统结构见H—H剖视图。至于单作用驱动斜楔14,与其配套的楔滑块16中,压簧与限控销的连接见B—B剖视图。
形的系统结构,见E—E剖视图。而切断分离成两个工件后,由拨杆卸件器卸除工件并推出冲模,其系统结构见H—H剖视图。至于单作用驱动斜楔14,与其配套的楔滑块16中,压簧与限控销的连接见B—B剖视图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。