



【摘要】:采用现代弯曲成形工艺,一模落料并弯曲成形。该冲模既有连续模的动作特点,又有复合模的功能。由于第Ⅱ、Ⅲ工位是工件从原材料上分离下来另外成形,称为连续式复合模。5)采用滑动导向四导柱模架,刚度大、不变形,可保证冲模长期连续平稳运作。图5-3 吊环楔传动自动弯曲成形三工位连续式复合模表5-3 模具主要技术规格及零部件
(1)模具图(图5-3)
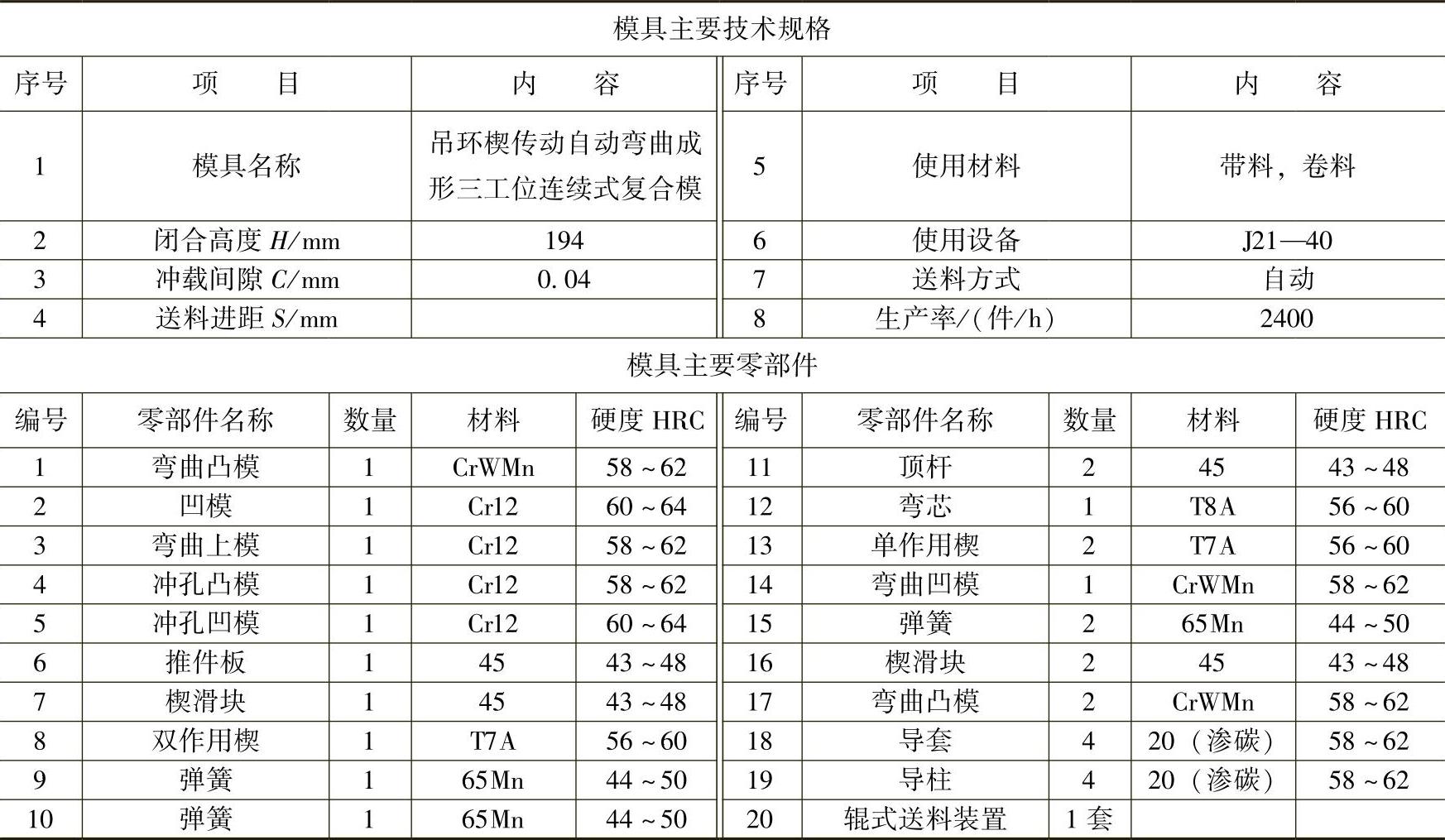
(2)模具主要技术规格及零部件(表5-3)

图5-2 铰链板楔传动冲压成形五工位连续式复合模
表5-2 模具主要技术规格及零部件

(3)分析说明
闭式(闭口)弯曲件通常要采用有弯芯侧向弯曲成形。传统弯曲工艺大多要分序多模冲弯成形,而且弯曲成形多用专门的单工序模实施。采用现代弯曲成形工艺,一模落料并弯曲成形。图5-3所示即为典型实例。
图5-3所示吊环冲压件三工位连续复合模,其第Ⅰ工位冲矩形孔,第Ⅱ工位落料弯曲复合冲压,第Ⅲ工位是由斜楔8驱动的送料系统,通过推件板6将第Ⅱ工位弯形的工件沿弯芯12推送到位后,用两套斜楔13传动机构相对并垂直于送料方向施力,推动一对弯曲凸模17冲压工件最终成形。该冲模既有连续模的动作特点,又有复合模的功能。由于第Ⅱ、Ⅲ工位是工件从原材料上分离下来另外成形,称为连续式复合模。
该冲模除在其右边装设标准通用的辊式自动送料装置外,在结构设计上有以下主要特点:(https://www.xing528.com)
1)考虑65Mn弹簧钢带的自然轧制拱弧及回弹大的特点,在弯形前校直带料,并考虑可以适当给出一定预弯回弹补偿量。
2)落料、弯 形复合冲压工位旁装有楔传动推送工件系统,见E—E剖视图。其中楔8为双作用楔,可使楔滑块7自动复位,确保按需要往复推送工件。
形复合冲压工位旁装有楔传动推送工件系统,见E—E剖视图。其中楔8为双作用楔,可使楔滑块7自动复位,确保按需要往复推送工件。
3)用两组相同的单作用楔,承担工件的弯曲成形工件,见B—B剖视图。而这两组楔滑块复位靠弹簧15完成。
4)弯芯12装在第Ⅲ工位,推件板6沿弯芯运动。
5)采用滑动导向四导柱模架,刚度大、不变形,可保证冲模长期连续平稳运作。
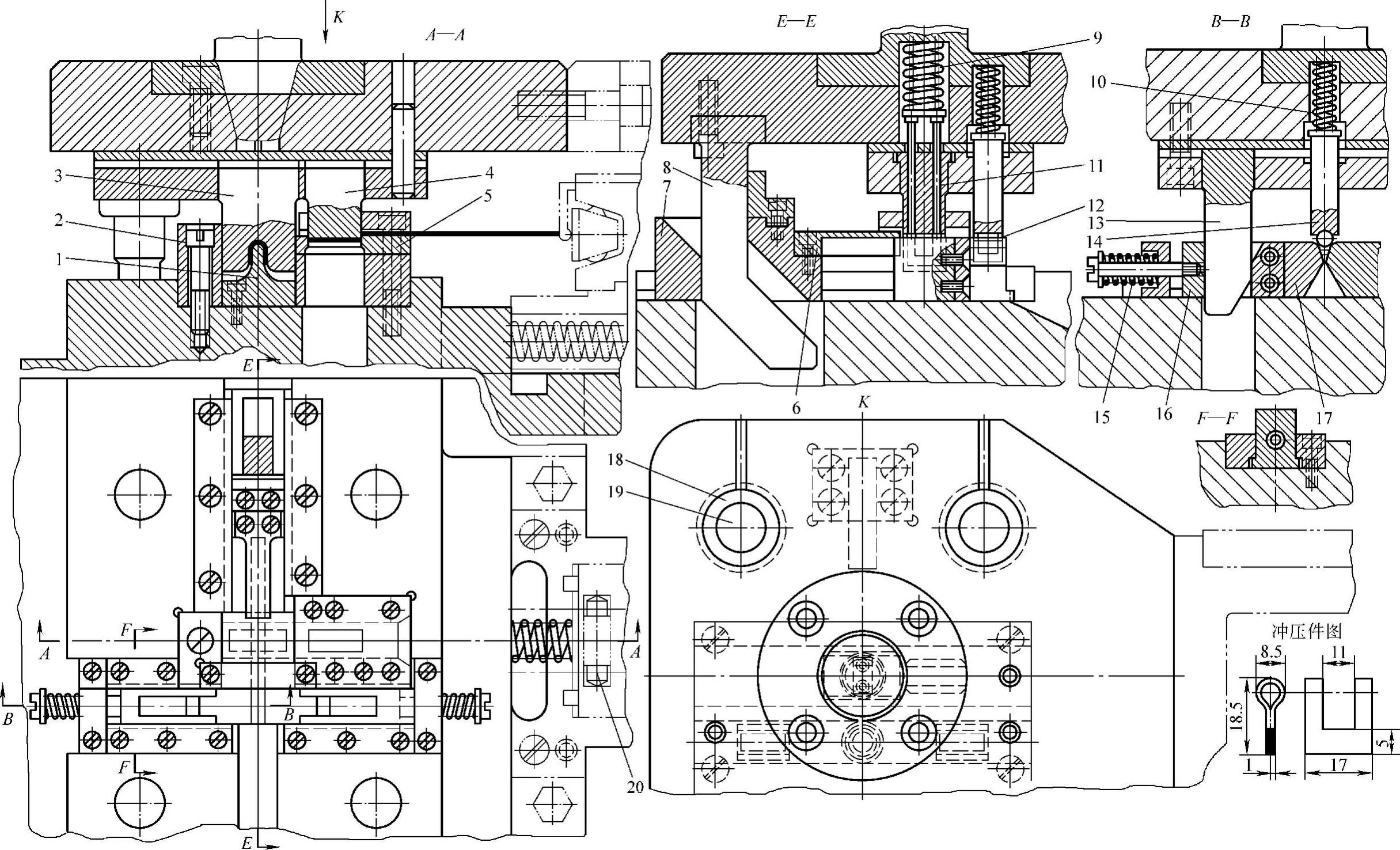
图5-3 吊环楔传动自动弯曲成形三工位连续式复合模
表5-3 模具主要技术规格及零部件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。