



【摘要】:第Ⅲ工位由检测凸模22、检测杆30进行安全检查。该冲模的主要结构特点如下:1)采用滚珠导柱模架,利用滚珠导套与导柱采用0.01~0.02mm的过盈配合,使模架具有零误差或接近零误差的导正间隙,确保上、下模座的精准导向。
(1)模具图(图4-41)
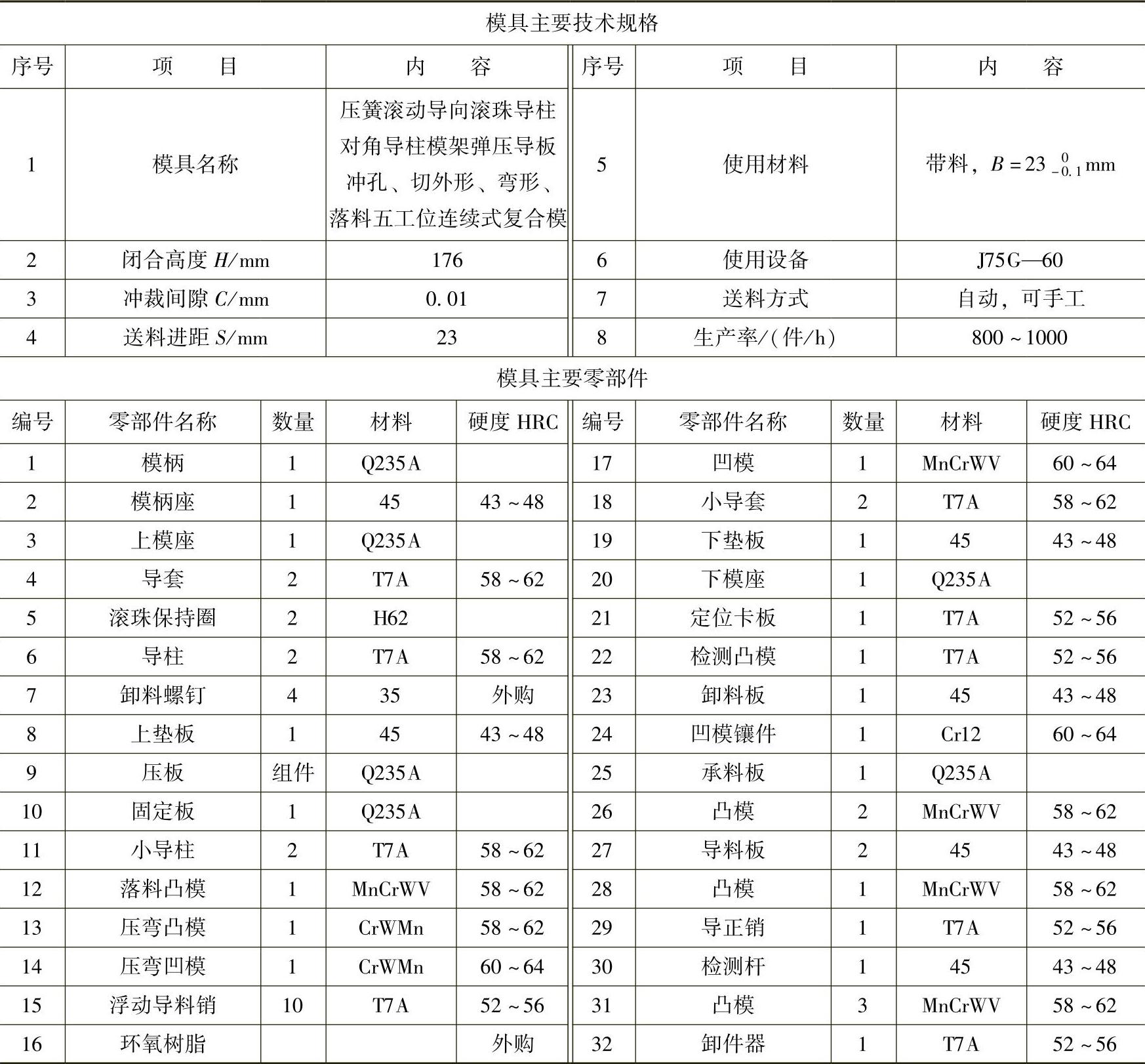
(2)模具主要技术规格及零部件(表4-41)
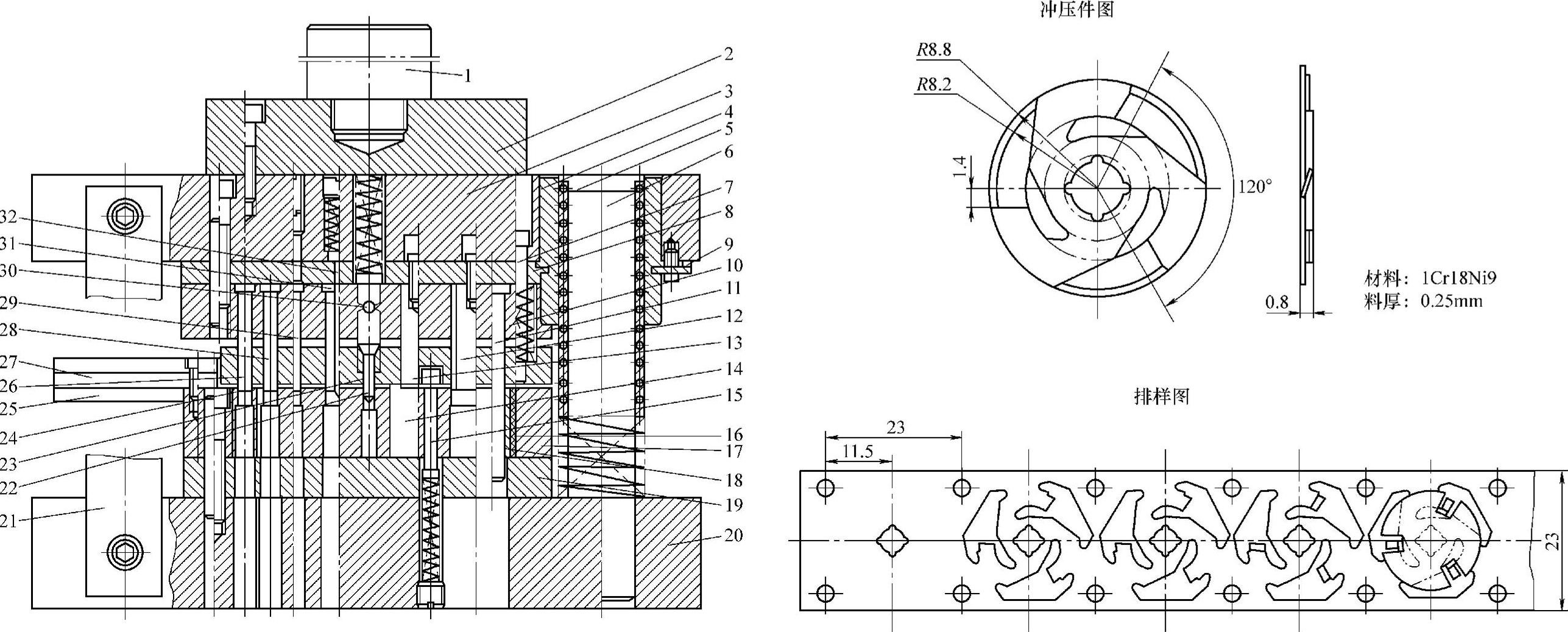
图4-41 压簧滚动导向滚珠导柱对角导柱模架弹压导板冲孔、切外形、弯形、落料五工位连续式复合模
表4-41 模具主要技术规格及零部件
(3)分析说明
图4-41所示连续模,可用厚0.25mm、宽23mm的1Cr18Ni9Ti不锈钢带,在公称压力为600kN的自动压力机上,成批和大量冲制仪表元件二轮压簧零件,详见冲压件图及排样图。该冲模共设5个工位,各工位的工艺作业内容如下:
第Ⅰ工位由冲孔凸模26、28冲中心孔及两导正孔。
第Ⅱ工位用切废凸模冲切外形。(https://www.xing528.com)
第Ⅲ工位由检测凸模22、检测杆30进行安全检查。
第Ⅳ工位用压弯凸模13、压弯凹模14进行弯曲。
第Ⅴ工位由落料凸模12落料。
该冲模的主要结构特点如下:
1)采用滚珠导柱模架,利用滚珠导套与导柱采用0.01~0.02mm的过盈配合,使模架具有零误差或接近零误差的导正间隙,确保上、下模座的精准导向。
2)在固定板上装有4只小导柱11并穿过卸料板23,凹模17插入下垫板19的导柱孔中,构成4板同柱的弹压导板结构,确保上、下模芯的凸模与凹模能精准合模冲压,而且具有更大的抗纵弯、抗偏载能力,保证冲模平稳运作。
3)冲压带料由自动压力机装备的自动送料机构送入,按工艺要求供料。
4)由检测凸模22、检测杆30作安全检测,并可与报警及电控系统相连,如遇误操作或突发失误,可自动报警并停车。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。