



(1)模具图(图4-40)
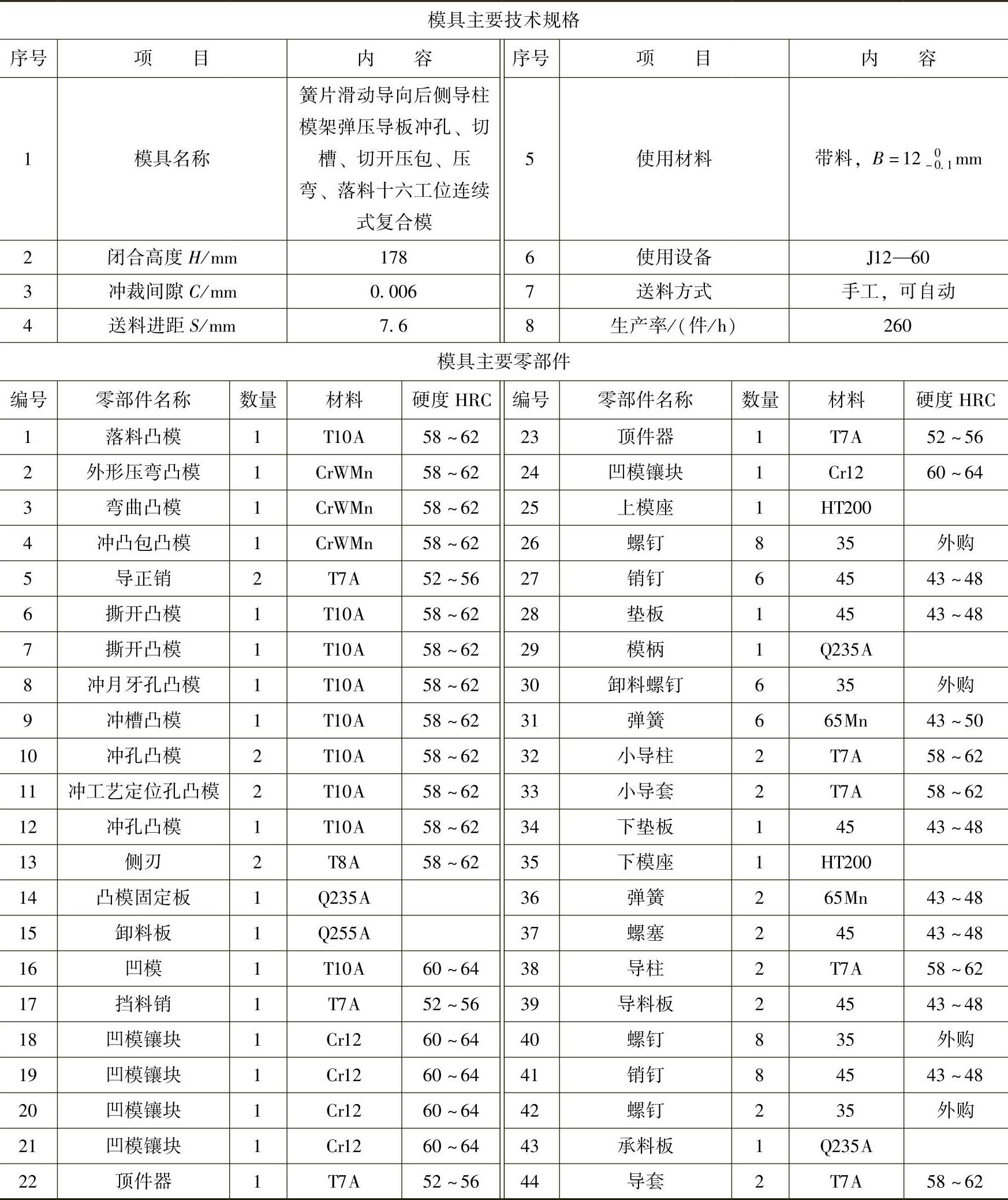
(2)模具主要技术规格及零部件(表4-40)
(3)分析说明
图4-40所示连续模,可用厚0.15mm、宽12mm的铍青铜带料,在J12—60型开式单柱活动台偏心压力机上,成批和大量冲制簧片,效率高,操作安全,制件质量好,一致性强,互换性好,能显著提高并稳定产品总装一次合格率。
该冲压件料厚t=0.15mm,尺寸很小,展开平毛坯直径约为ϕ7mm,制件中心有双层下弯30°、50°弹舌,舌根靠近制件外圆边处有两个ϕ0.6mm小孔,两孔中心距仅1.6mm,而且制件为弹性大、强度较高的铍青铜材质,冲压加工难度大。鉴于冲压件上述形状与尺寸结构的特殊性,冲压工艺根据冲模结构的需要,放大沿边和搭边,构成带料双侧载体,并在载体上设工艺定位孔,配合适导正销对由双边矩形侧刃在冲模入料口已给予切边定距实现粗定位的带料进行校准微调,实施最终精定位。在冲模工位设置上,用增加空工位的措施,拉开各工位之间的距离,满足冲模在固定板上安装已加粗了杆部的细长凸模的结构需求。侧刃切边、连续冲孔以及切槽、切开、压凸包、压弯、落料等9工步,至少需要设9个以上工位的冲压工艺,最终设16个工位。该冲模结构特点如下:
1)为提高冲压精度,满足冲压件高精度的要求,该冲模采用弹压导板顺装式结构,冲孔及切废工位的废料排除以及落料成品均从模下泄漏出模,操作安全,效率高,卸料板上所装的小导套与固定板上的小导柱匹配,提高模芯导向精度。
2)凹模对冲异形孔、成形等工位采用镶拼结构,以便于制造、刃磨及更换。
3)为适应连续冲压长期满载运作,要求模架刚度好,不变形,应加厚模座,加粗、加长导柱与导套。(https://www.xing528.com)
4)所有凸模均采用加粗杆部的加固措施,提高冲模寿命。
5)固定板、卸料板与凹模匹配模孔均以凸模为准,采用基轴制间隙配合。
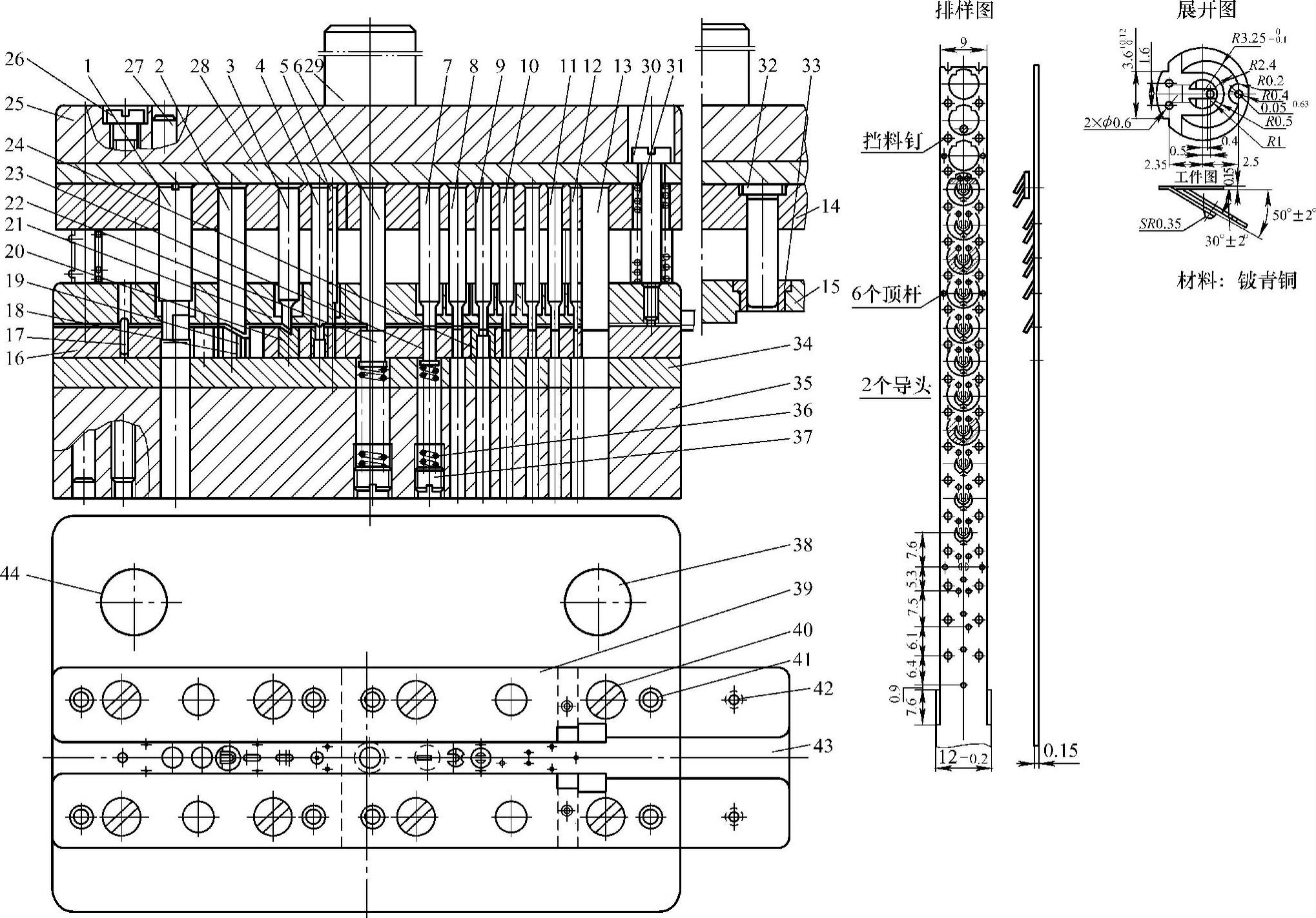
图4-40 簧片滑动导向后侧导柱钢模架弹压导板冲孔、切槽、切开、压包、压弯、落料十六工位连续式复合模
表4-40 模具主要技术规格及零部件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。